



雙主軸速度串聯(lián)功能在臥式車床上的應用
2020-12-3 來源:沈陽機床集團 作者:王麗芳
摘要:本文以數(shù)控臥式車床為例,應用FANUC-0iD系統(tǒng)提供的“主軸同步控制”功能,實現(xiàn)兩個主軸(串行)的同步運行,除速度同步回轉外,還可實現(xiàn)回轉相位的同步。利用相位同步,在數(shù)控臥式車床上可用兩個主軸夾持一個形狀不規(guī)則的工件,可實現(xiàn)一個軌跡內兩個主軸的同步,也可實現(xiàn)兩個軌跡中兩個主軸的同步。
數(shù)控機床上同步控制有多種實現(xiàn)方案,有采用單電動機通過錐齒輪等機械結構來實現(xiàn)同步,但這種方法機械結構復雜、傳動效率低且成本較髙;有采用雙軸電動機依靠軸的剛性連接來實現(xiàn)同步,但這種方法由于是開環(huán)控制,控制精度較差;還有采用雙軸電動機控制的同時引入位置檢測裝置,與數(shù)控系統(tǒng)組成位置閉環(huán)來實現(xiàn)同步控制。這種方法在進給軸同步控制中應用較多,控制量和反饋量都是位置指令。目前,國產(chǎn)及國外數(shù)控系統(tǒng)均可實現(xiàn)此功能,本文以FANUC-0iD數(shù)控系統(tǒng)為例,開發(fā)了一款臥式車床產(chǎn)品HTC160500,應用“主軸同步控制”實現(xiàn)旋轉過程中工件的對正、抓取,可一次裝夾完成工件兩側的加工,而無需停下來換夾、對刀,因此提高了加工效率。
1.數(shù)控臥式車床雙主軸產(chǎn)品介紹
HTC160500產(chǎn)品是一種雙主軸同步控制臥式車床,機床上設置有兩個主軸箱體,左側的主軸箱體為固定式箱體,通過固定支座安裝在機床上,右側的主軸箱體為可移動式箱體,通過中間支座安裝在機床上,兩側的主軸箱體內安裝有電動機。兩個主軸箱體均裝有外置分離式編碼器,外置分離式編碼器的測頭安裝在主軸箱體上,齒環(huán)固定在連接盤上,連接盤通過鍵固定在主軸上,主軸箱體與主軸之間通過軸承連接和支承。動力卡盤通過螺釘固定在主軸上,回轉液壓缸與連接盤固定在一起,動力卡盤、回轉液壓缸、連接盤與主軸為剛性一體。制動器主體通過制動器連接支架連接在主軸箱體上,兩側的主軸旋轉首先是速度同步,然后是旋轉主軸角相位同步,如圖1所示。

圖1 HTC160500雙主軸同步控制產(chǎn)品
2.主軸同步控制時序
主軸同步控制在執(zhí)行前需要正確檢測一次旋轉信號,所以在給出同步信號后,主、副電動機會旋轉2 ̄3圈,目的就是檢測一轉信號,為下面的同步做好準備。很多時候,為實現(xiàn)裝夾異形工件需要,同步的主、副電動機帶動的裝夾頭需要在同步前處于某一相位角度。因此在主軸進行同步狀態(tài)后開始旋轉前,還需要進入相位同步狀態(tài)。時序圖如圖2所示。
根據(jù)客戶實際要求,需要兩個主軸在“加/減速同步”期間,依然可以保持兩主軸相對位置同步,即相位同步控制。為了實現(xiàn)這個效果,需要選配“主軸速度串聯(lián)”功能,此為FANUC系統(tǒng)的選配功能,選購此功能后,通過必要的參數(shù)調整,可以保證兩個主軸的轉矩相同,達到工件不受扭轉力的條件。轉速+同步轉速相位匹配對主軸速度串聯(lián)控制進行調試測試,可以觀察主軸速度串聯(lián)的特點:①兩個主軸電動機的電流在主軸旋轉和加減速上直接保證了完全相同,通過圖3看出,波動均完全相同,因此保證了兩個主軸在旋轉過程中轉矩相同,裝夾在兩個主軸之間的工件不受力。②在主軸停止之后,主動軸依然保證了一定的電流控制,此時兩主軸電動機電流不同,但是由于主軸已經(jīng)停止,因此不會影響工件受力情況。
3.主軸同步控制程序設計
處于同步控制狀態(tài)下旋轉的主軸,要想使它們停止旋轉,可以指定同步轉速為S0,但是停止的位置是不固定的。實際生產(chǎn)中,裝載、卸載工件通常都是在某一固定的位置,可以通過下面兩個方法實現(xiàn).
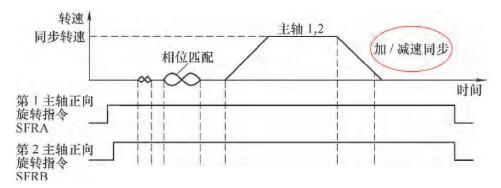
圖2主軸同步控制時序
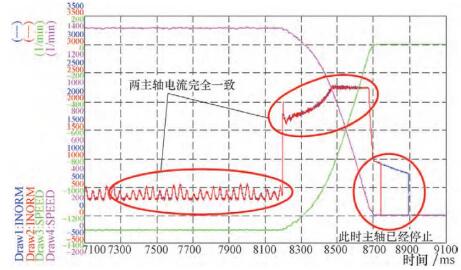
圖3 功率轉矩
(1)主軸相位同步。相位同步即為兩個主軸在同步控制中,相位上始終處于某一固定角度,包括同步旋轉過程和停止時。調整參數(shù)NO.4034,即可在360°范圍內偏移。根據(jù)需要調整合適位置即可作為裝載、卸載的角度。但該方法的缺陷在于,相位同步控制的旋轉方向按照就近原則旋轉,方向不固定。
(2)同步準停。該方法是在不退出同步控制模式的情況下,執(zhí)行同步準停。準停的基準位置為相位同步停止位置,如果需要在基準位置的基礎上再調試,可使用同步準停位置外部設定信號SHA11 ̄SHA00。相比相位同步,同步準停的方向可以使用信號ROTAA固定。
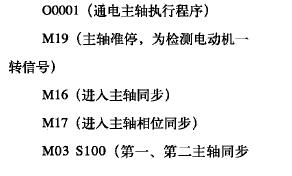
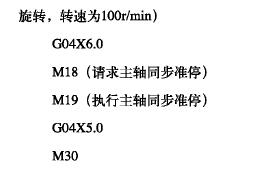
現(xiàn)假設第一、第二主軸進行主軸相位同步,執(zhí)行以下步驟:①在第1主軸旋轉、第2主軸停止的狀態(tài)下設置主軸同步控制指令。②主軸同步結束后,制定同步速度指令=“〇”。③指定主軸相位同步控制指令,進行基準位置設定。④在主軸相位同步結束后,完成主軸同步準停。⑤通過同步準停,使主軸停止在固定位置。在同步準停結束后,可通過手動/自動解除同步準停。⑥主軸同步準停完成后,可以進行工件的裝卸。設計子程序00001,通電就保持主軸同步控制。
4.結語
本文應用FANUC-0iD數(shù)控系統(tǒng)提供的“主軸同步控制”功能,開發(fā)了一款臥式車床產(chǎn)品HTC160500,實現(xiàn)雙主軸同步控制,提高了加工效率。但是由于主軸齒輪箱可能存在間隙,同步準停的過程中,會有抖動的情況發(fā)生,可以通過增加配重塊或者進行參數(shù)優(yōu)化,來保證主軸同步準停的穩(wěn)定性。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)