床")



一種用于數(shù)控車床的拉式自動(dòng)送料技術(shù)
2021-3-3 來源:中航飛機(jī)起落架公司 西安航光儀器廠 作者:郭輝 沈勇 何多政 馬程
摘要:在具有液壓卡盤系統(tǒng)或安裝主軸卡管附件的數(shù)控車床中,可通過輔助元件拉動(dòng)工件實(shí)現(xiàn)自動(dòng)上料操作。為了實(shí)現(xiàn)自動(dòng)送料,設(shè)計(jì)了一款通過螺紋聯(lián)接的送料器,由夾持接頭和基座兩部分組成,其中夾持接頭根據(jù)結(jié)構(gòu)特點(diǎn)分為三點(diǎn)送料夾持接頭、強(qiáng)磁送料夾持接頭和 O 型圈管料夾持接頭。送料器配合預(yù)設(shè)的 NC程序代碼,可在數(shù)控車床完成自動(dòng)進(jìn)料,多件流水加工,還能對(duì)工件一次裝夾完成車、鏜、鉆、擴(kuò)孔、鉸孔及攻絲等加工操作,不但能保證產(chǎn)品加工精度,而且可以大大減少輔助時(shí)間,降低勞動(dòng)強(qiáng)度,提高生產(chǎn)效率。其結(jié)構(gòu)簡(jiǎn)單,體積小,安裝方便,不需要額外采購(gòu)設(shè)備附件,特別適宜在大、中、小機(jī)械加工企業(yè)中進(jìn)行推廣。
關(guān)鍵詞:數(shù)控車床;液壓卡盤;自動(dòng)送料;流水加工;數(shù)控程序;自動(dòng)化生產(chǎn)
機(jī)械行業(yè)加工中,送料方式主要為手工模式,即一人一機(jī)或一人多機(jī)單件上料加工,輔助準(zhǔn)備時(shí)間長(zhǎng),生產(chǎn)效率低。自動(dòng)送料顧名思義就是能自動(dòng)按規(guī)定要求、既定程序進(jìn)行運(yùn)作,將物品從一個(gè)位置送到另一個(gè)位置,期間不需要人為干涉即可自動(dòng)準(zhǔn)確地完成送料環(huán)節(jié)。自動(dòng)送料主要用于各類材料和工業(yè)產(chǎn)品、半成品的輸送,也可以配合下道工序?qū)崿F(xiàn)自動(dòng)化生產(chǎn)。當(dāng)前國(guó)內(nèi)外應(yīng)用較為廣泛的是油浴送料機(jī),可配套各類加工機(jī)床使用,實(shí)現(xiàn)多品種材料的自動(dòng)送料功能。
1、拉式自動(dòng)送料器的自動(dòng)送料原理
拉式送料器通過拉取方式實(shí)現(xiàn)自動(dòng)給料,應(yīng)用的數(shù)控車床需具有液壓卡盤系統(tǒng) (或主軸卡管附件),再配合預(yù)設(shè)的 NC 程序代碼即可完成自 動(dòng)進(jìn)料、多件流水加工[3]。拉式送料器主要應(yīng)用在幾何特征規(guī)則的材料上,如棒料、管料和方料等。
1.1自動(dòng)送料操作流程
首先,在數(shù)控車床工作時(shí),將棒料或管料夾持在液壓卡盤中并夾緊,在操作面板上輸入對(duì)刀參數(shù)等相關(guān)信息;然后調(diào)整刀架處于安全距離,將刀座(或刀塔)刀位切換到拉式送料器(根據(jù)材料選擇送料器),徑向調(diào)整 X 值至零,沿-Z軸方向移動(dòng)送料器,與卡盤中的棒料或管料軸向發(fā)生微小沖擊,使工件卡入送料器中,松開液壓卡盤,沿+Z軸方向移動(dòng)拉式送料器一個(gè)特定長(zhǎng)度,并隨后鎖緊液壓卡盤,再沿+Z軸方向移動(dòng)拉式送料器保證棒料或管料與其完全脫離,即完成一個(gè)自動(dòng)上料環(huán)節(jié);最后執(zhí)行工件的加工環(huán)節(jié)。依次循環(huán)執(zhí)行上述步驟即可實(shí)現(xiàn)一次
人工上料多件流水加工的操作。
1.2 自動(dòng)送料 NC流程
自動(dòng)送料 NC代碼包含主程序、上料程序、加工程序和返回機(jī)床原點(diǎn)程序4部分。主程序依次調(diào)用上料、加工程序,完成相應(yīng)的自動(dòng)送料和切削任務(wù)。在切削任務(wù)完成后,且上料次數(shù)等于設(shè)置值時(shí),機(jī)床執(zhí)行上料、加工操作。

式中,上料次數(shù)間接等于工件流水加工的次數(shù);總料長(zhǎng)是指多件下料的總長(zhǎng)度,單位為 mm;單件料長(zhǎng)是指工藝設(shè)計(jì)的包含工件的毛坯長(zhǎng)度,單位為 mm;料頭長(zhǎng)度是指切削過程中工件夾持部分的長(zhǎng)度,一般取值為20~40mm。2 自動(dòng)送料器的組成
2.1 自動(dòng)送料器的送料夾持接頭
自動(dòng)送料器由夾持接頭和基座兩部分組成,其中基座采用非鐵磁不銹鋼材料。基座與夾持接頭采用螺紋聯(lián)接,構(gòu)成送料器元件。夾持接頭根據(jù)自身結(jié)構(gòu)特點(diǎn)分為三點(diǎn)送料夾持接頭、強(qiáng)磁送料夾持接頭和 O 型圈管料夾持接頭。
2.1.1 三點(diǎn)送料夾持接頭
三點(diǎn)送料夾持接頭(見圖1)由滾珠、彈簧、螺帽和三點(diǎn)夾持頭4部分組成。三點(diǎn)送料器借助滾珠受擠壓在其接觸面產(chǎn)生摩擦力,進(jìn)而抱緊工件材料實(shí)現(xiàn)拉料操作。
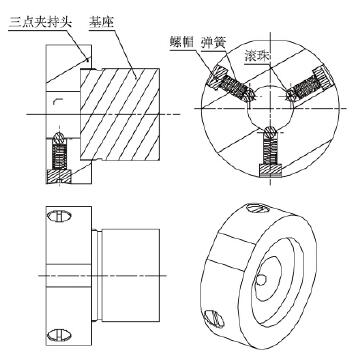
圖1 三點(diǎn)送料夾持接頭
2.1.2 強(qiáng)磁送料夾持接頭
強(qiáng)磁送料夾持接頭(見圖2)是由尼龍罩套、強(qiáng)力磁鐵和海綿3部分組成。強(qiáng)磁送料器借助磁力吸引實(shí)現(xiàn)自動(dòng)進(jìn)料。
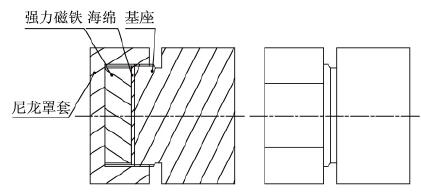
圖2 強(qiáng)磁送料夾持接頭
2.1.3 O 型圈管料夾持接頭
O 型圈管料夾持接頭(見圖3)是由端蓋、O型圈(2個(gè))和快換接頭3部分組成。上料原理與三點(diǎn)送料器相似,通過 O 型圈壓縮變形產(chǎn)生的摩擦力來實(shí)現(xiàn)。
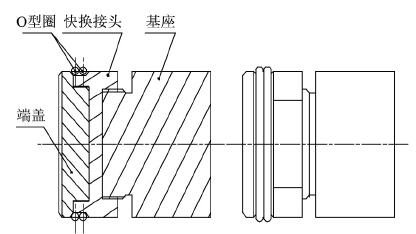
圖3 O 型圈管料夾持接頭
2.2 自動(dòng)送料操作具體實(shí)現(xiàn)步驟
僅以強(qiáng)磁送料器實(shí)現(xiàn)自動(dòng)進(jìn)料進(jìn)行闡述:在首件工件加工前,松開夾持工件的液壓卡盤,調(diào)整強(qiáng)磁送料器與材料處于同一軸線位置,沿-Z 軸緩慢移動(dòng)送料器與卡盤端面貼合,稍停1s后,沿+Z軸移動(dòng)強(qiáng)磁送料器一個(gè)工件 L+(0~5)mm 長(zhǎng)度,工件受磁力吸引與強(qiáng)磁送料器同步運(yùn)動(dòng),隨后鎖緊卡盤,一個(gè)自動(dòng)進(jìn)料動(dòng)作結(jié)束。具體步驟如下。
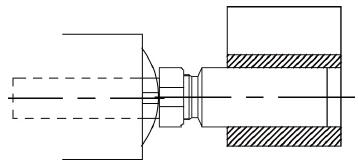
步驟1(見圖4):左端為液壓卡盤,棒料或管料材料夾持在液壓卡盤中。右側(cè)為裝在刀架中的強(qiáng)磁送料器,基座固定在刀座中。
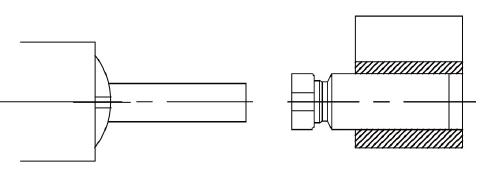
圖4 步驟
圖4步驟1步驟2(見圖5):松開夾持工件的液壓卡盤,送料器沿-Z軸緩慢移動(dòng)與卡盤端面貼合(工件壓入液壓卡盤內(nèi)孔中),稍停1s后,沿+Z軸移動(dòng)強(qiáng)磁送料器一個(gè)工件L+(
0~5)mm 長(zhǎng)度,工件受磁力吸引與強(qiáng)磁送料器同步運(yùn)動(dòng)L+(0~5)mm 長(zhǎng)度后,停1s。
a)送料器與卡盤端面貼合示意圖

b)送料器與卡盤端面貼合實(shí)物圖
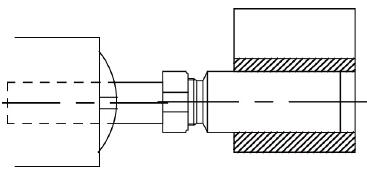
c)工件與強(qiáng)磁送料器同步運(yùn)動(dòng)示意圖

d)工件與強(qiáng)磁送料器同步運(yùn)動(dòng)實(shí)物圖
圖5 步驟2
步驟3(見圖6):鎖緊夾持工件的液壓卡盤,送料器沿+Z軸移動(dòng)到安全距離后,第1次上料結(jié)束。
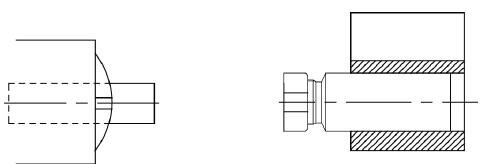
圖6 步驟3
步驟4:調(diào)用切削刀具進(jìn)行工件加工,當(dāng)工件加工結(jié)束后切斷,再次調(diào)用送料器,按照步驟2和步驟3進(jìn)行上料。
2.3 送料器基座優(yōu)化
在數(shù)控機(jī)床未配備液壓卡盤而采用主軸卡管方式實(shí)現(xiàn)自動(dòng)送料時(shí),為了避免因加持力不穩(wěn)定、工件毛坯偏擺與送料器發(fā)生剛性碰撞,而引發(fā)機(jī)床操作故障,需對(duì)送料器基座結(jié)構(gòu)進(jìn)行結(jié)構(gòu)優(yōu)化。優(yōu)化后的基座由5部分組成(見圖 7),通過內(nèi)置彈簧避免工件毛坯與送料器發(fā)生剛性碰撞,同時(shí)對(duì)于強(qiáng)磁送料器而言,還可以通過彈簧彈性恢復(fù)時(shí)的沖擊慣性,去除吸附在罩套外部的鐵屑[4]。
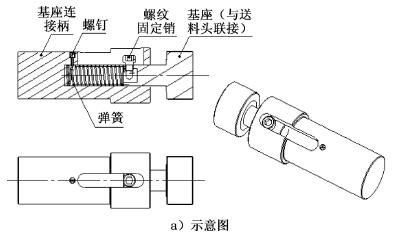

圖7 優(yōu)化后的基座結(jié)構(gòu)
3 、送料器應(yīng)用場(chǎng)合及案例剖析
3.1 應(yīng)用場(chǎng)合
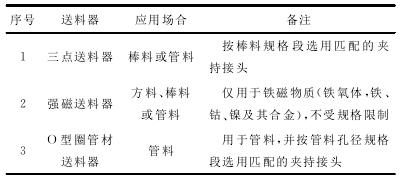
自動(dòng)送料器在使用中,可根據(jù)加工材料的幾何特征,選用不同結(jié)構(gòu)的夾持接頭。對(duì)于棒料而言,可根據(jù)材料直徑選用不同規(guī)格區(qū)間的三點(diǎn)送料器;對(duì)于管材,可根據(jù)材料孔徑值選用不同規(guī)格的 O 型圈管材夾持接頭;但對(duì)于導(dǎo)磁材料(如導(dǎo)磁的方料、棒料或管料)只需一個(gè)強(qiáng)磁夾持接頭(注意:采用強(qiáng)磁送料器進(jìn)行加工過的部分液壓附件產(chǎn)品或用于控制方面的零部件,應(yīng)在工藝過程中安排去磁工序)。自動(dòng)送料器具體應(yīng)用場(chǎng)合見表1。
表1 自動(dòng)送料器應(yīng)用場(chǎng)合
3.2 自動(dòng)送料代碼
采用強(qiáng)磁送料器流水加工時(shí),主要的送料 NC代碼如下:
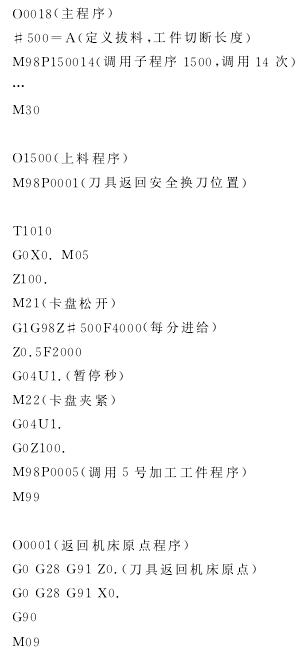
上述程序中,P0005為調(diào)用一次0005加工工件的子程序,根據(jù)具體情況設(shè)置相關(guān) NC 代 碼。M98P150014代碼中,M98 是指子程序調(diào)用,1500是子程序代號(hào),14是調(diào)用次數(shù)。上述送料 NC 代碼僅針對(duì)法蘭克系統(tǒng)適用。當(dāng)采用三點(diǎn)送料器、O 型圈管材送料器實(shí)現(xiàn)自動(dòng)送料時(shí),上料程序中需將卡盤松開 M21、卡盤加緊 M22 指令對(duì)調(diào)。 同時(shí),在使用強(qiáng)磁送料器時(shí),#500賦值可直接設(shè)置為工件切斷長(zhǎng)度;在使用三點(diǎn)送料器時(shí),#500賦值需在工件切斷長(zhǎng)度的基礎(chǔ)上增加滾珠中心到端面的值;在使用 O 型圈管材送料器時(shí),#500賦值需在工件切斷長(zhǎng)度的基礎(chǔ)上增加O 型圈中心到端面的值。
4、結(jié)語
送料器配合數(shù)控車床 (如車削 中心等)自動(dòng)換刀、進(jìn)給功能可實(shí)現(xiàn)多件流水化作業(yè),工件在一次裝夾情況下,可完成車、鏜、鉆、擴(kuò)孔、鉸孔及攻絲等相應(yīng)加工[5-8],既可以保證加工精度,又可以大大減少輔助時(shí)間,降低勞動(dòng)強(qiáng)度,提高生產(chǎn)效率。送料器切換容易,送料平穩(wěn),推廣應(yīng)用在具有液壓卡盤的數(shù)控車床、車削中心、銑復(fù)合中心設(shè)備中,可自動(dòng)上料、多件流水加工,實(shí)現(xiàn)數(shù)字化制造。自動(dòng)送料方法與拉式送料器特別適合在大、中、小機(jī)械加工企業(yè)進(jìn)行推廣,且具有巨大的市場(chǎng)價(jià)值和潛在的社會(huì)、經(jīng)濟(jì)效益。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別