


考慮數(shù)字齒面的斜齒面齒輪增材制造加工方法
2016-11-15 來源:西安工業(yè)大學機電學 作者:董皓 趙曉龍 方舟 李軍寧
摘要:為研究斜齒面齒輪的增材制造加工方法,運用齒輪嚙合空間傳動原理及增材制造的基本原理,建立了斜齒面齒輪和圓柱斜齒輪副的空間嚙合坐標系、增材加工坐標系和逐層加工模型坐標系,建立漸開線斜齒輪嚙合和斜齒面齒輪的齒面方程,形成斜齒面齒輪的數(shù)字化齒面。建立可用于增材制造加工的面齒輪三維參數(shù)幾何模型,對該模型進行前處理,對增材制造加工過程進行分析,得到了斜齒面齒輪增材制造加工的一種加工方法。結(jié)果表明:斜齒面齒輪齒面方程的建立,形成數(shù)字齒面,可以快速有效地反應(yīng)出斜齒面齒輪的幾何特征。提高了增材制造加工的準確度。提供一種增材制造加工的方法,為斜齒面齒輪的快速成型加工提供依據(jù)。
關(guān)鍵詞:數(shù)字齒面;增材制造;斜齒面齒輪;快速成型
面齒輪傳動是一種新型齒輪傳動,被應(yīng)用于航空直升機等諸多場合。對面齒輪的加工方法的研究也是歷年來研究的熱點和難點。面齒輪的加工通常采用數(shù)控的加工方法。
增材制造(additive manufacturing,AM)技術(shù)俗稱3D打印技術(shù),是近30年快速發(fā)展的先進制造技術(shù),其優(yōu)勢在于三維結(jié)構(gòu)的快速和自由制造,被廣泛應(yīng)用于新產(chǎn)品開發(fā)、單件小批量制造。增材制造能夠?qū)崿F(xiàn)斜齒面齒輪的快速成型,使其成為制造業(yè)的研究熱點之一,國內(nèi)外許多學者圍繞增材制造技術(shù)進行了大量研究∞。6 J。其中,文獻[7]對航空領(lǐng)域的金屬高性能增材制造技術(shù)進行了分析,文獻[8]就金屬結(jié)構(gòu)增材制造技術(shù)發(fā)展及其在高超聲速飛行器上的應(yīng)用進行了分析,文獻[9]針對激光增材制造技術(shù)在航空航天領(lǐng)域的應(yīng)用與發(fā)展進行了分析,文獻[10]對飛機增材制造制件的宏觀結(jié)構(gòu)進行了輕量化分析。還有一些作者對齒輪加工制造做了研究。但是,增材制造加工斜齒面齒輪的報道較少。
本文將斜齒面齒輪與增材制造相結(jié)合,討論增材制造法加工斜齒面齒輪的可行性,運用齒輪嚙合空間傳動原理及增材制造的基本原理,建立可用于增材制造成型加工的面齒輪三維參數(shù)幾何模型,對增材制造過程進行研究,獲得面齒輪增材制造的加工工藝方法。
1,斜齒面齒輪傳動原理
斜齒小齒輪和面齒輪的嚙合傳動關(guān)系如圖1所示,其中下角標1、2、s、廠分別代表小齒輪、面齒輪、刀具和固定坐標系;B為小齒輪和刀具軸線間的距離;L0為小齒輪和面齒輪坐標系原點沿小齒輪軸線方向的距離。
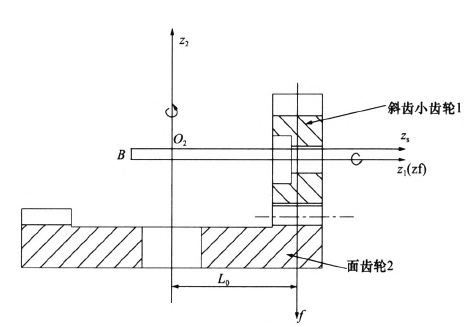
圖1面齒輪嚙合傳動示意圖
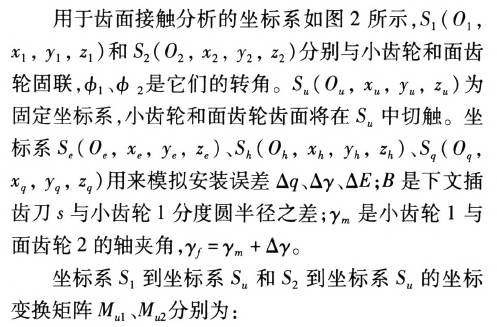
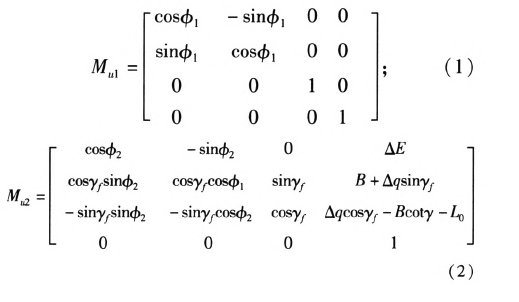
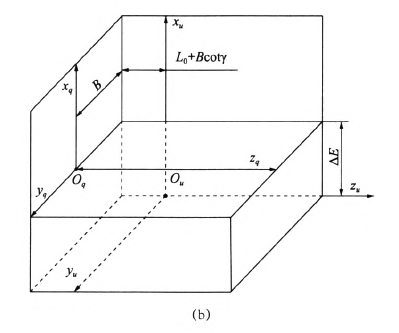
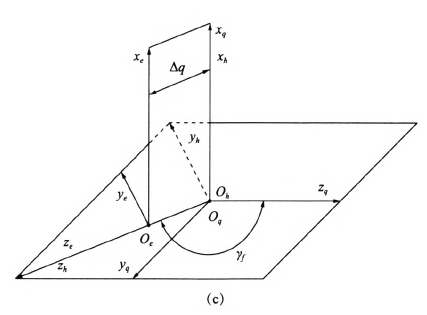

圖2齒面接觸分析坐標系
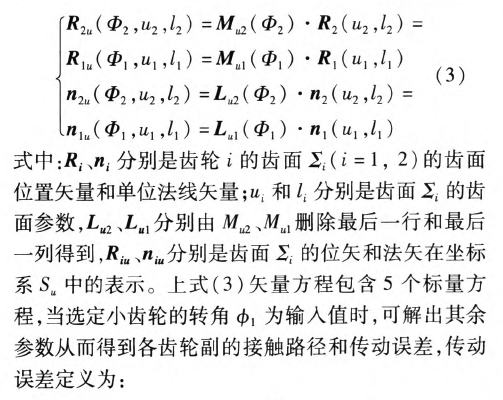
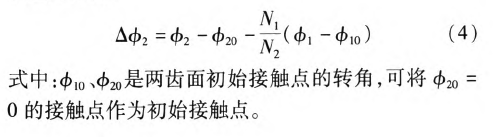
齒輪副12在坐標系S。中的切觸方程可以寫為:
2.增材制造原理
如圖3所示,增材制造技術(shù)是采用材料逐層累加方法制造實體零件的技術(shù),相對于傳統(tǒng)的材料去除技術(shù),是一種“自下而上”材料累加的制造方法。

圖3增材制造工藝過程不意圖
利用三維設(shè)計數(shù)據(jù)在一臺設(shè)備上,可快速而精確地制造出任意復雜形狀的零件,這項新技術(shù)給斜齒面齒輪的加工制造,提出了一種新的制造加工方法。Objet Eden260VⅢ光敏樹脂快速成型3D打印機裝載兩個3.6 kg的模型材料盒和兩個支撐材料,消除了低分辨率構(gòu)造的復雜曲面通常遇到的樓梯效應(yīng)。Objet擁有專利的PolyJet噴墨技術(shù),可以以超薄層的狀態(tài)將藝術(shù)感光聚合材料一層一層地噴射到構(gòu)建托盤上,直至部件制作完成。其整個工藝過程包括CAD模型的建立及數(shù)據(jù)處理、鋪粉、燒結(jié)以及后處理等,對斜齒面齒輪的加工采用該3D打印機。在加工前,需要準備好加工所需的數(shù)據(jù),數(shù)據(jù)的類型是CAD模型的STL數(shù)據(jù)格式,Pro/E、UG、Catia、Cimatio、Solid Edge、MDT等大型軟件都提供了這種能夠被DMLS制造系統(tǒng)中切片軟件識別的STL數(shù)據(jù)格式。STL數(shù)據(jù)格式的使命是將三維實體的表面三角網(wǎng)格化,表面的三角剖分之后使3D模型呈現(xiàn)多面體狀,如圖4所示。
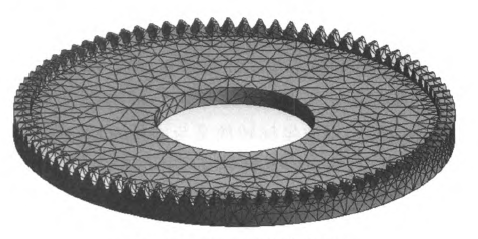
圖4斜齒面齒輪增材制造前處理
3.快速成型加工
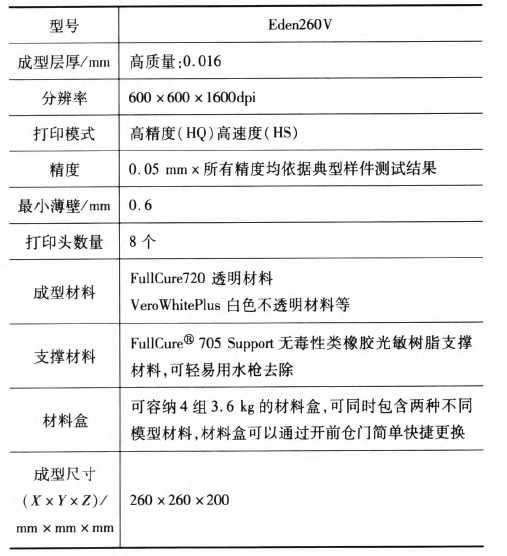
采用ObjetEden260VTM光敏樹脂快速成型3D打印機加工斜齒面齒輪,打印機基本參數(shù)如表1所示。
表1快速成型機Eden260V基本參數(shù)
模擬面齒輪加工過程中噴頭和面齒輪的嚙合關(guān)系,如圖5所示。
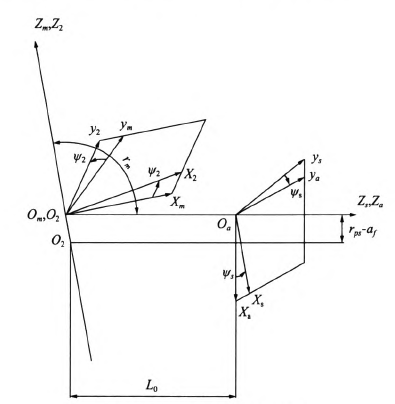
圖5面齒輪加工坐標系的建立
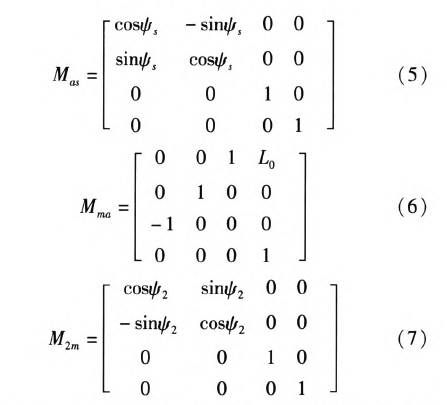
式中:M。表示從坐標系s;到坐標系Js。的轉(zhuǎn)換,其余可類推。刀具到面齒輪的坐標轉(zhuǎn)換關(guān)系式:
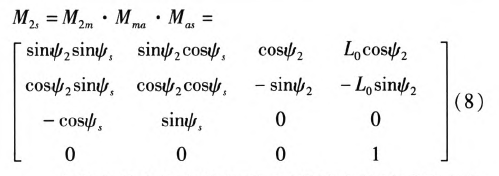
由以上的坐標變換關(guān)系,可以建立快速成型機加工時噴頭與齒輪之間的位置變化關(guān)系。
4.算例
加工開始時,加工平臺移動到初始位置,并且在平臺底層鋪一層粉末,然后向成形艙通入適當?shù)亩栊詺怏w,當成形艙的氧含量低于規(guī)定的限值,則自動開始加工。通過用計算機控制的激光束照射粉末,使得凝固的粉末與零件的幾何模型吻合。此后,加工平臺降低一個層的厚度,再鋪上一層金屬粉末,重復上述過程,最終,就可得到所需的零件。加工成型機及過程如圖6所示。
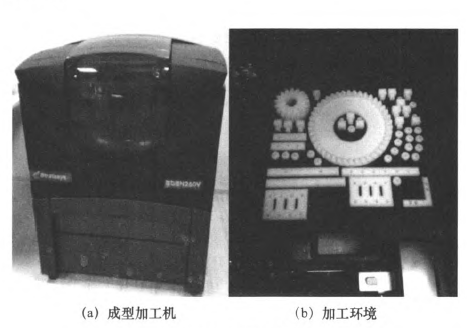
圖6加工設(shè)備及過程
對斜齒面齒輪進行加工時,采用光敏樹脂材料,加工該齒輪選用的層厚為20斗m,齒輪總高度為21.81mm,總層數(shù)為742,各典型狀態(tài)采用solidworks模擬如圖7所示。
加工成品如圖7所示,可以看出,加工的表面形貌符合幾何特征。
可以進一步進行齒面誤差分析和精度測量等工作,進而得到更高精度的齒面幾何特征。
5.結(jié)語
本文將增材制造法運用于斜齒面齒輪的加工,結(jié)合齒輪嚙合原理的基本方法和增材制造的基本原理,建立了增材制造加工模型,并完成了增材制造過程分析,所得結(jié)論為:
(1)斜齒面齒輪齒面方程的建立,為增材制造加工提供了數(shù)據(jù)參數(shù),提高了加工的準確度。
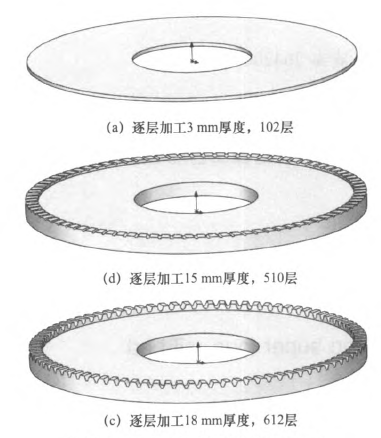
圖7 SolidWorks模擬增材制造加工
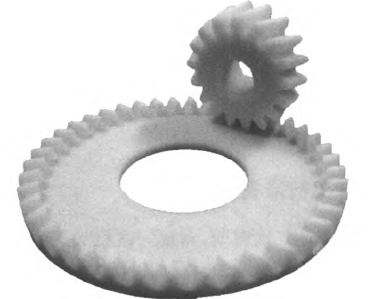
圖8斜齒面齒輪增材制造加工成品
(2)得到較好的斜齒面齒輪的加工成品,如若得到更好的表面質(zhì)量,需進一步優(yōu)化STL模型,減小粉末直徑,減少激光半徑和熱效應(yīng)對加工層的影響,提高增材制造加工精度。
(3)可以進一步進行齒面誤差的測量分析等工作,以此作為參考,提升快速成型加工的質(zhì)量。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)