


軸齒輪高效復(fù)合柔性加工機床研究
2021-2-2 來源:陜西秦川精密數(shù)控機床工程研究有限公司 作者:李瑞亮,劉 耀,車亞肖
摘 要:隨著轎車和新能源汽車變速箱需求增加,對軸齒輪的加工提出了更高要求。研究了軸齒輪高效復(fù)合加工機床,組合了傳統(tǒng)的軸齒輪熱前加工工藝,將軸齒輪加工的全部工藝集成在一臺機床內(nèi),對工件進行一次裝夾,完成所有工藝加工過程。采用了床身立柱一體化設(shè)計理念,通過應(yīng)用高速干切技術(shù)和柔性配置功能,大大提高了機床的加工能力和生產(chǎn)效率,實現(xiàn)了軸齒輪高效、高精度、綠色環(huán)保的加工需求。
關(guān)鍵詞:軸齒輪;高效加工;復(fù)合機床
0、引 言
隨著汽車工業(yè)的快速發(fā)展,傳統(tǒng)轎車和新能源汽車變速箱對軸齒輪的需求大大增加。軸齒輪熱前加工工藝形式復(fù)雜,工序繁瑣。目前多數(shù)用戶仍在采用工序較長的傳統(tǒng)加工方法,即車削→滾齒→去毛刺→倒棱→銑鍵槽 (鉆孔),加工的全過程時間較長,而且很多用戶面臨招工難、人力成本上升等難題,導(dǎo)致對于軸齒輪這種長工序加工憂心忡忡。本文針對這些問題設(shè)計了一種全新的軸齒輪高效復(fù)合柔性加工機床。
1、機床性能及布局
機床左邊采用傳統(tǒng)的七軸滾齒機床布局,為了合理利用空間尺寸,與傳統(tǒng)滾齒機相比,進給軸 X 軸采用了傾斜設(shè)計,使Y軸與Z軸存在夾角。右邊采用柔性設(shè)計單元,根據(jù)客戶零件加工工藝柔性配置,下面以其中一種配置為例講述復(fù)合機床的功能,具體結(jié)構(gòu)如圖1所示。在右邊柔性單元里面配置了動力刀塔,通過刀塔的旋轉(zhuǎn)可實現(xiàn)不同工序的加工,集成了軸齒輪車削、滾齒、倒棱、去毛刺、銑鍵槽 (鉆孔)、自動上下料等柔性單元。
該復(fù)合機床共有11個數(shù)控軸:X軸、Y軸、Z軸、A軸、B軸、C軸、Z2軸、X3軸、Y3軸、Z3軸及C3軸。各軸在機床中的運動關(guān)系和作用如下:X軸是滾齒機滾刀的徑向進給軸,X軸運動保證軸齒輪的齒深尺寸;Y 軸是滾齒機滾刀的切向進給軸,隨著加工過程中 Y 軸的移動,可以改變刀具與工件的接觸點位置,有利于刀具壽命的提高;Z軸是滾齒機滾刀的軸向移動軸,Z軸的移動保證軸齒輪的齒寬尺寸;A軸是滾齒機滾刀架角度旋轉(zhuǎn)軸,根據(jù)工件的螺旋角和滾刀的螺旋升角確定A軸的角度;B軸是滾齒機主軸;C軸是工作臺旋轉(zhuǎn)運動,B軸和 C 軸保持一定的速比關(guān)系,兩軸聯(lián)動加工出軸齒輪,并保證軸齒輪的精度;同時 C 軸也是車削加工時的工件旋轉(zhuǎn)主軸;Z2軸是尾座頂尖上下移動軸,實現(xiàn)對工件的自動頂持;X3軸是刀塔徑向移動軸,用于車刀的徑向進給;Y3軸是刀塔的對中運動軸,用于刀塔與工作臺的中心重合;Z3軸是刀塔軸向移動軸,用于車刀的軸向進給,與 X3軸配合使用可加工出軸的圓柱面;C3軸的刀塔旋轉(zhuǎn)軸,用于選擇不同的刀位進行不同工序的加工;其中滾齒加工過程中 X 軸、Z 軸、B 軸、C軸四軸聯(lián)動。
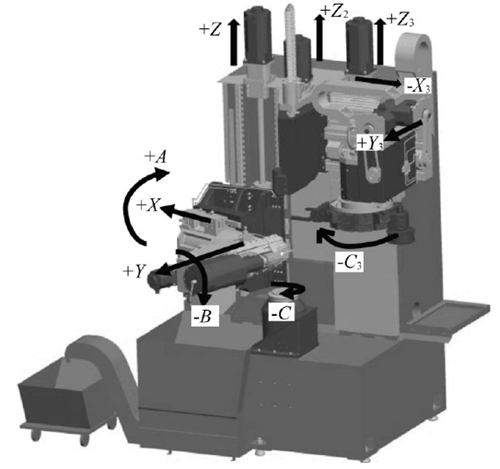
圖1:軸齒輪復(fù)合加工機床結(jié)構(gòu)圖
機床設(shè)計將軸齒輪加工的全部工藝集成在一臺機床內(nèi),對工件進行一次裝夾,利用工作臺的旋轉(zhuǎn),通過不同加工刀具的切換,以及對應(yīng)刀具的軸向和徑向進給來實現(xiàn)對不同規(guī)格的軸齒輪進行車削、滾齒、倒棱、去毛刺、銑鍵槽 (鉆孔) 的熱前加工。這種布局方式節(jié)省了工件上下料時間,確保了加工基準(zhǔn)的統(tǒng)一,提高了加工效率和加工精度。機床是11 軸四聯(lián)動高效復(fù)合機床,整機還采用高速干切技術(shù),實現(xiàn)軸齒輪高效高精度、節(jié)能環(huán)保加工,而且自動化和柔性程度高。同時機床具有很好的擴展性,為齒輪生產(chǎn)線配置預(yù)留了接口空間及控制反饋接口,便于后期車間自動化產(chǎn)線的實現(xiàn)。
2、床身立柱一體化設(shè)計
此復(fù)合機床將床身和立柱進行了一體化設(shè)計,這樣既保證了機床整體的剛性,又有利于機床裝配質(zhì)量的提高。對床身立柱整體進行了有限元受力分 析 。 床身立柱材料為HT300,使用通用結(jié)構(gòu)分析軟件 ANSYS Workbench Environ?ment (AWE) 15.0 多物理場協(xié)同 CAE 仿真件,建立了立柱有限元實體模型和床身立柱所受載荷情況如圖2所示。
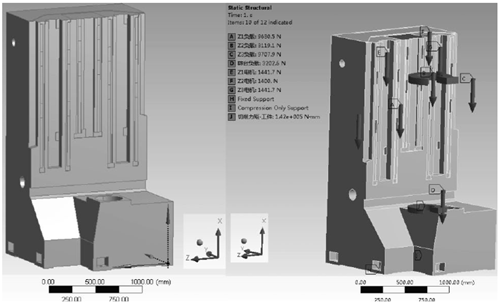
圖2:床身立柱載荷分布
采用自動劃分網(wǎng)格方法對有限元實體模型進行單元網(wǎng)格劃分,由分析知,立柱的最大變形為沿著y軸負(fù)方向前傾,最大變形量為30 μm,加工區(qū)域變形量約20 μm,該變形符合設(shè)計要求,變形情況如圖3所示。
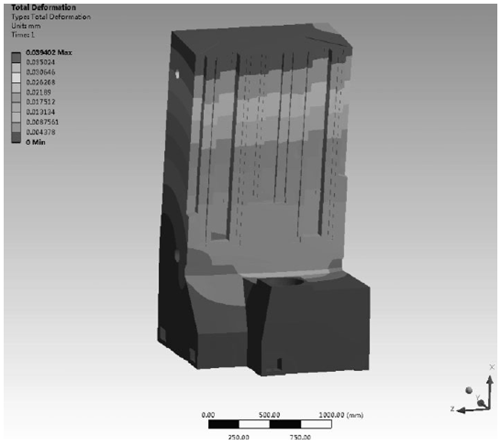
圖3:床身立柱變形圖
3、綠色環(huán)保高速干切技術(shù)應(yīng)用
隨著國家環(huán)境管理體系標(biāo)準(zhǔn)的實施以及車間環(huán)境污染相關(guān)法律法規(guī)的日益嚴(yán)格,機床設(shè)備的綠色制造已成為今后發(fā)展的重要方向,所以在機床設(shè)計時應(yīng)用了綠色環(huán)保的高速干切技術(shù)。高速干切主要體現(xiàn)在以下幾個方面。
3.1、排屑系統(tǒng)
隨著國家對環(huán)保節(jié)能的重視,對生產(chǎn)企業(yè)的傳統(tǒng)切削油管理越來越嚴(yán)格,地方政府甚至呼吁不使用切削油,所以高速干式切削是以后的發(fā)展趨勢[4]。但是沒有切削油,干式切削產(chǎn)生的鐵屑不易排出,而且干式切削產(chǎn)生的鐵屑速度快,溫度高,若不能及時快速的使鐵屑排出,對刀具、工件和床身帶來的熱變形巨大,從而影響軸齒輪的加工精度,因此必須采用有效的排屑系統(tǒng)。在干式加工中,鐵屑是刀具和工件相互擠壓產(chǎn)生,為了減少鐵屑對刀具,工件和床身帶來的影響,必須使鐵屑快速離開刀具及工件,并通過排屑系統(tǒng)快速流走,減少鐵屑與床身的接觸時間。
在設(shè)計中改變床身結(jié)構(gòu),加大鐵屑流道斜度,便于鐵屑及時導(dǎo)出。同時在排屑流道面采用了不銹鋼隔熱罩,隔熱罩與床身之間留有一定的小間隙,不銹鋼材料表面光滑有利于鐵屑排走,而且不銹鋼的熱傳導(dǎo)系數(shù)小,可以減少鐵屑熱量的傳遞,同時設(shè)計隔熱罩與床身之間沒有完全接觸,減少了床身的熱變形,具體結(jié)構(gòu)如圖4所示。
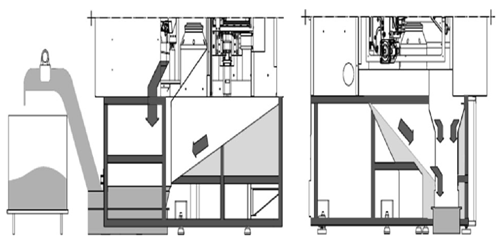
圖4:干切排屑系統(tǒng)
3.2、高轉(zhuǎn)速主軸和工作臺
高速干切加工必須要刀具和工件的高速旋轉(zhuǎn)才能滿足干式切削的需求,干式滾切加工中滾刀線速度的要求為200 m/min甚至更高,目前一般涂層的高速鋼滾刀可以達到這個速度,但是硬質(zhì)合金滾刀線速度可以達到300~400 m/min,這就需要滾刀主軸達到高轉(zhuǎn)速。而對于工作臺面為了達到車削時干式切削,同樣也要設(shè)計為高轉(zhuǎn)速工作臺。為了實現(xiàn)高速加工,對于刀具主軸通常采用電主軸或者直驅(qū)電機來實現(xiàn);對于工作臺,采用直驅(qū)電機來實現(xiàn)。這臺復(fù)合機床刀具主軸設(shè)計轉(zhuǎn)速4000 r/min,工作臺面設(shè)計轉(zhuǎn)速2000 r/min。
3.3、高速刀具
干式切削用的刀具材料發(fā)展初期采用硬質(zhì)合金鋼,但由于硬質(zhì)合金鋼滾刀成本昂貴,近幾年發(fā)展的粉末冶金高速鋼滾刀以及 TiAIN 涂層高速鋼滾刀取代了硬質(zhì)合金鋼滾刀。最新研究報告和實際使用效果來看,干式滾切相對于常規(guī)濕滾而言,加工時間短,成本更低。采用粉末冶金高速鋼滾刀甚至比采用硬質(zhì)合金鋼滾刀具有更好的干式滾切加工效果。目前我國漢江工具生產(chǎn)的涂層滾刀線速度已經(jīng)可以達到240~300 m/min,國外格里森的涂層滾刀線速度已經(jīng)可以達到300 m/min 以上。干式滾切加工機床的切削速度可達傳統(tǒng)加工的 4 倍,生產(chǎn)效率可以提高 3 倍。與濕式加工相比,加工成本降低,能得到更好的零件質(zhì)量,且無油污污染,車間工作環(huán)境更加潔凈。
4、復(fù)合柔性功能設(shè)計
對于這臺復(fù)合機床,圖 1 所示的只是其中一種柔性配置,在這一種配置中,刀塔共有 12 個刀位,可以根據(jù)客戶工藝需求配置不同的功能,可以配置車刀、倒棱、去毛細(xì)、銑刀、鉆頭、測頭、手抓等功能,刀塔配置圖如圖 5所示。
圖5:刀塔刀位配置
除了圖 1 的配置外,還有其他柔性配置結(jié)構(gòu),柔性單元配置部分可以采用去毛刺、倒棱和桁架上下料機構(gòu)的形式,如圖 6 所示。除了以上幾種配置外還可以采取其他的配置形式,大大增大了機床加工的柔性功能。
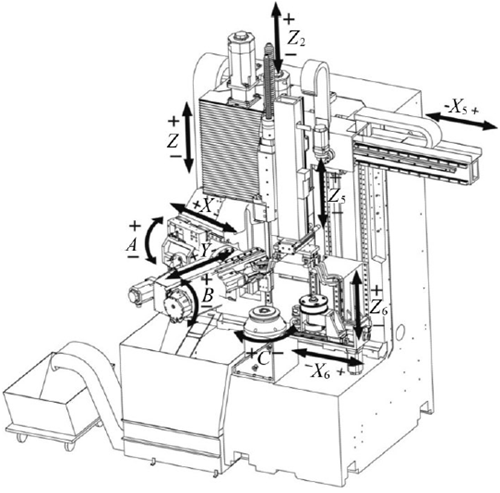
圖6:機床配置形式
5、結(jié)束語
本文設(shè)計的軸齒輪高效復(fù)合柔性加工機床體現(xiàn)了以人為本、綠色制造的設(shè)計理念,特別適合于傳統(tǒng)轎車和新能源汽車變速箱軸齒輪大批量、高精度加工。經(jīng)過實際使用,滾刀平均滾切線速度可達200 m/min以上,復(fù)合加工效率為傳統(tǒng)工藝的 2~3 倍,軸齒輪加工精度可達 GB/T10095.1-2008 的 6 級,配備自動上下料機械手可自動抓取和卸放工件,配備料倉后可實現(xiàn) 12 h 無人值守工作模式,提高產(chǎn)品加工效率,提高企業(yè)自動化水平。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)