


三種方式解決切斷切槽加工難題
2020-2-13 來源:- 作者:-
摘要:切斷切槽是特殊的車削應用,對刀具有著很高的要求。在日常生產中,因其加工特性,排屑不暢、斷刀崩刃的情況經常發生,這不僅嚴重影響了加工安全性和零件表面質量,同時也降低了刀具壽命,使刀具成本居高不下。這是大家在切斷切槽加工中遇到的最大困惑。
掌握必要的加工技巧,采用正確的編程方法,合理使用冷卻液,可以為切斷切槽加工帶來良好效果。
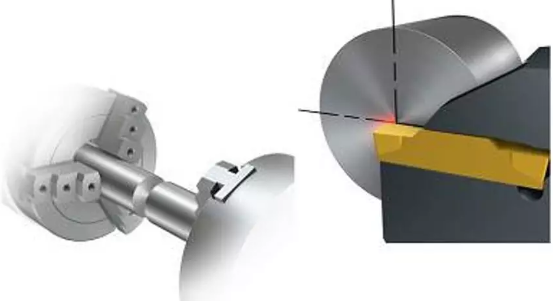
1、加工技巧
在進行切斷切槽加工時有很多加工技巧值得借鑒,比如在切斷時:
1)確保刀具懸伸盡可能短以提高穩定性,最大為刀片寬度的8-10倍。(選擇寬度較窄的刀片也可以幫助節省材料)
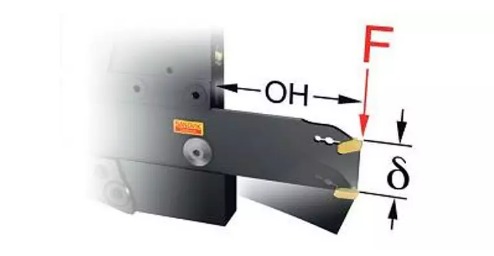
2)確保中心高度在±0.1 mm范圍內,這樣可以獲得最佳性能的切削 - 低于中心將增大飛邊尺寸,而高于中心將加快后刀面磨損。需要注意的是進行長懸伸加工時,最好將切削刃置高于中心高的位置,以補償刀具本身向下的撓曲度。
3)在零件掉落之前的2mm處,將進給率最多減少75%,這樣會減小切削力并大幅延長刀具壽命。
4)當機床到達轉速限制時,應關閉冷卻液以避免產生積屑瘤,尤其在加工不銹鋼工件時。
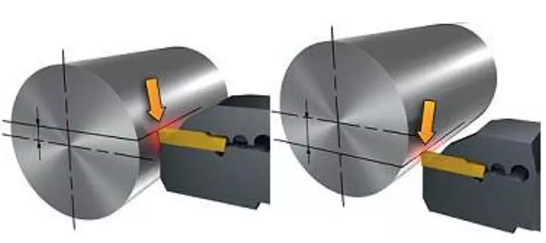
5)為了避免刀片破裂,進給最好不要過中心點。一般來說,距離中心0.3 mm時就可以停止進給,零件會在自身重量作用下掉落。如果機床帶有副主軸,則可以在到達中心前停止加工,并用副夾頭將零件拉斷。
2、編程方法
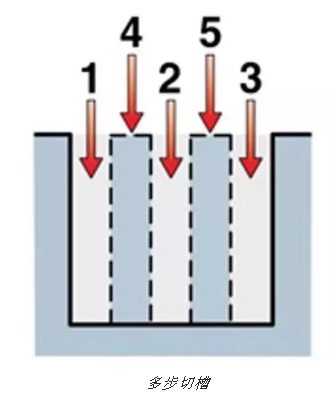
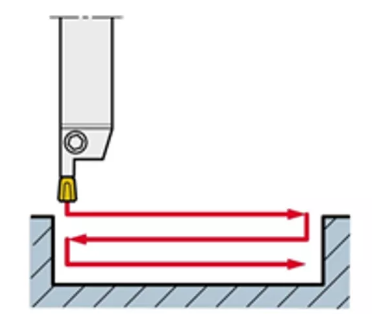
在大多數情況下,單步切槽是最經濟、生產率最高的切槽方法。但是,當需要進行寬槽加工或軸肩之間的車削時,我們還可以采用多步切槽、插車或坡走切槽的編程方法。這3種方法均為粗加工工序,之后我們需要再執行一道單獨的精加工工序。我們的經驗是:
1)如果槽的寬度小于深度,應采用多步切槽方法。此時,由于后續幾道切槽的余量將小于刀片寬度,我們可以將進給率提高30-50%。
2)如果槽的寬度大于深度,可以選擇插車。但是,不要對著肩部進給。
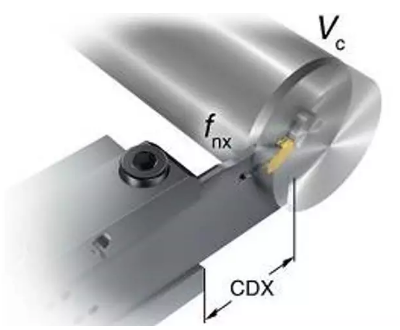
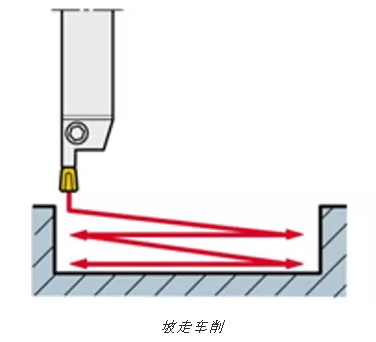
3)對于細長零件,坡走切槽是一種很不錯的方法。零件所受的徑向切削力會較常規方式小,可以在一定程度上避免振動的產生。采用這種切削方式時,刀片的切削部位一直在變化,刀具的切削刃口得到了充分利用,這樣刀具磨損更為穩定和均勻,從而獲得更長的刀具壽命。為了避免在完成精加工時出現尺寸偏差,我們可以預留更多的切削余量,一般建議預留的切削深度應大于刀尖圓弧半徑。預留大余量的另外一個好處是能給刀片施加一定的軸向切削力,在微觀角度上實現刀片的撓曲變形,從而在切槽過程中實現更佳的表面光潔度。
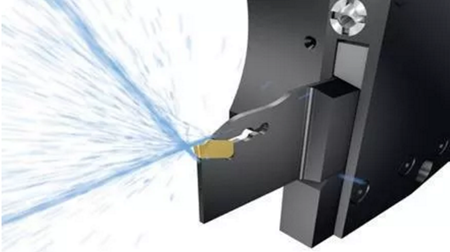
3、冷卻液使用
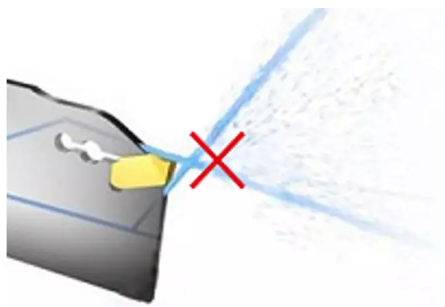
合理使用冷卻液是應對斷屑問題的關鍵。當加工具有低導熱性的材料,比如某些不銹鋼、鈦合金和耐熱合金時,高壓冷卻液能帶來最佳的加工效果。高壓冷卻液對低碳鋼、鋁和雙相不銹鋼等粘性材料的斷屑也會起到很大作用。最新噴嘴技術可以將冷卻液射流精確地引向切削位置。與專用刀片槽型配合使用,我們還可以改進切削參數,延長刀具壽命。
來源:前沿數控技術
聲明:本文所用圖文如涉及作品版權問題,請第一時間告知,我們將根據您提供的證明材料確認版權,并立即刪除內容!
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

