



進口刀塔故障的自主維修
2021-9-30 來源: 四川航天烽火伺服控制技術有限公司 作者:楊家珺,崔博峰
摘要:針對 TS-200/12-0 刀塔頻繁出現換刀時不能到達預定刀位的故障,分析故障原因,給出有效修復方案,成功實現進口刀塔的自主維修。
關鍵詞:數控車床;進口刀塔;換刀故障
0 引言
數控車床伺服電動刀塔多選用進口刀塔。進口刀塔集機械、電氣、氣動、液壓和自控于一體,結構復雜、裝配精度高、維修難度大,外修或更換費用昂貴,始終是困擾公司設備維修、影響生產的老大難問題。為此,依靠自己技術力量修復進口刀塔,勢在必行。
1、 故障現象
公司多臺數控車床均出現刀塔無法正常換刀的故障。有時是在接到換刀指令后不能到達指定刀位,有時是到達了指定刀位卻不能鎖緊,有時是既不能到達指定刀位又不能鎖緊。這些數車刀塔都是進口,主要是巴拉法蒂、迪普馬兩種品牌。本文以迪普馬 TS-200/12-0 型刀塔(圖 1)為例,介紹進口刀塔故障維修過程。
2 、刀塔工作原理
系統發出換刀指令→刀塔電機電源接通,PLC 控制轉向→電機旋轉,通過齒輪傳動帶動刀盤轉動→刀位檢測→預分→精確定位→刀盤鎖緊→結束信號。
3、 故障原因分析
根據刀塔結構和原理,按照先機械、后電氣的原則,分析故障原因如下:
(1)查看梯形圖有鎖緊信號,但是反向無法鎖緊,懷疑鎖緊的機械零件存在故障。分析原理,刀盤是靠滾輪到達高位壓緊雙聯磁盤斜凸面,使得動齒盤定齒盤嚙合來達到鎖緊作用,故判斷滾輪和斜凸面接觸不良,導致鎖緊力度不夠。
(2)刀塔有時能找到刀位,有時找不到刀位,懷疑供電電壓不穩定。經測量發現,多次換刀故障發生時,24 V 電壓都不正常。
(3)根據刀塔結構,刀塔分度定位編碼器、接近開關、預分度電磁鐵線圈動作都和插銷有關。通過在線監控 PLC 運行狀態,將疑點集中到了電磁線圈。懷疑電磁線圈密封性能損失,線圈進入冷卻液后,使得線圈工作中發熱,磁力減弱。

圖 1 迪普馬 TS-200/12-0 型刀塔
4、 維修過程
4.1 更換密封圈
拆開刀盤,發現腔體密封圈有損壞,造成腔內缺油,齒輪干磨。為此,現場測量確定密封圈尺寸,選用抗氧化、耐油、耐酸堿、耐老化和氣密性好的氯丁橡膠,自制密封圈進行更換。
4.2 打磨修復凸輪高點接觸面
刀盤中的 3 個齒輪帶動滾輪讓刀塔轉動,換刀時,滾輪在低點,到位后滾輪到達高點鎖緊。現在刀塔鎖緊力度不夠,加工中刀盤跑位,拆卸后發現刀盤鎖緊點不平衡,磨損嚴重。重新磨平凸點,但尺寸變低。為此,根據磨平的尺寸和刀盤的間隙,在動輪后面加上 G20 軸承鋼片墊子,重新安裝調試好后,刀盤鎖緊力度合適。

圖 2 改造前的 24 V 電源回路
4.3 改造電磁線圈
由于線圈斷電瞬間會產生高于數倍供電電壓的反向電壓,造成控制電路的器件擊穿損壞。在線圈兩端并聯反向二極管,相當于增加了一個反向電壓的泄放回路,避免了對回路的損害。
4.4 重新設計 24 V 電源回路
拆下線圈后發現線圈溫度過高,測量電壓只有 10 V。設備出廠時 24 V 電源如圖 2 所示,整流橋堆輸出的電源為脈動直流電,紋波電壓高導致電源效率降低,產生浪涌電壓或電流,燒毀用電設備。為避免紋波,在整流橋堆后添加濾波電容,將脈動直流電盡可能轉換為平滑直流電,提高電源工作效率和穩定性。考慮到設備線圈等部件使用年限過久,線圈等元件發熱過載,容易引起電源反復損壞。為此,引入開關電源,將市電整流后得到直流電壓,利用開關管的導通和關斷,將得到的電壓截成矩形波,把高能量切割成無數個低能量,傳寄給輸出端,輸出端通過輸出電壓的高低,對輸入端進行反饋(調整切割的頻率,以及占空比),達到穩定輸出電壓的目的。改造后的 24 V 電源回路如圖 3 所示。
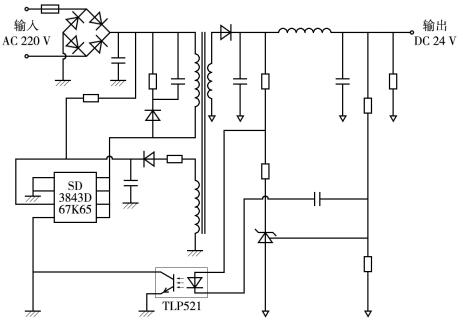
圖 3 改造后的 24 V 電源回路
5、 結束語
經過反復裝調,刀塔恢復了正常換刀。本次維修后,設備正常工作已近一年,未再出現同類故障。通過這次維修,解決了數控車床刀塔維修難題,填補了公司這項維修技術的空白。將本方法推廣到其他幾臺數控車床刀塔維修,效果十分顯著。希望為行業內同類故障的自主維修提供借鑒。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

