



西門子 828D 刀庫功能解析及實(shí)現(xiàn)
2024-5-24 來源: 一拖(洛陽)柴油機(jī)有限公司 作者:張鋒,馬金衛(wèi),盧浩鵬,郭繼程
摘要:刀庫換刀功能是數(shù)控加工中心一個(gè)不可或缺的功能,闡述西門子 828D 數(shù)控系統(tǒng)刀庫功能所需的參數(shù)和數(shù)據(jù)表的含義,換刀步驟的命令和響應(yīng)過程,用實(shí)際改造項(xiàng)目進(jìn)行輔助說明。
關(guān)鍵詞:828D;刀庫;加工中心;刀具管理
0 引言
一拖(洛陽)柴油機(jī)公司一臺 ARROW500 加工中心故障率高,為了解決問題決定用西門子 828D 系統(tǒng)代替原有定制數(shù)控系統(tǒng)。整個(gè)改造過程中,實(shí)現(xiàn)換刀功能是難度最大的部分。為實(shí)現(xiàn)刀庫換刀功能,技術(shù)人員查閱大量資料,投入大量時(shí)間和精力。要實(shí)現(xiàn)換刀功能,首先要弄明白西門子 828D 數(shù)控系統(tǒng)換刀過程中的數(shù)據(jù)傳遞,以及相關(guān)參數(shù)的含義。
1、換刀功能技術(shù)研究
全新的 828D 數(shù)控系統(tǒng)默認(rèn)沒有“刀具管理”界面,需要運(yùn)行刀庫初始化文件 MAG_CONF.SPF 進(jìn)行刀庫初始操作,刀庫初始化步驟在《828D 簡明調(diào)試手冊》有詳細(xì)介紹,按照步驟操作即可。換刀子程序 L6.SPF 使用西門子提供的標(biāo)準(zhǔn)程序,根據(jù)手冊復(fù)制到指定位置即可。
然后根據(jù)實(shí)際情況設(shè)定相關(guān)參數(shù):MD10715[0]、MD10716[0]、MD10717、MD10760、MD20270、MD22550、MD22560、MD20310(bit9)、MD52270(bit7、bit8、bit9)、MD30600[0]、MD30600[1]和MD30600[2]。參數(shù)具體含義參考《SINUMERIK 828D,SINAMICS120 機(jī)床數(shù)據(jù)參數(shù)手冊》。
刀庫功能的實(shí)現(xiàn)是數(shù)控系統(tǒng)、PLC 程序、刀庫檢測信號之間精準(zhǔn)配合完成的。換刀過程中,每一步都是由 NCK 發(fā)出動作開始命令,由 PLC 發(fā)出動作完成的應(yīng)答信號來結(jié)束該步,NCK 進(jìn)入下一步。
1.1 建立傳輸/響應(yīng)步驟表
描述一個(gè)刀具的移動需要一個(gè)源地址和一個(gè)目標(biāo)地址。新刀是要換上主軸的,目標(biāo)地址是固定的,就是主軸。新刀的源地址是刀庫,但是刀位號是隨機(jī)的,可以是任意一個(gè)刀位。舊刀是要換回刀庫的,源地址是固定的,就是主軸。舊刀的目標(biāo)地址是刀庫,但是刀位號是隨機(jī)的,可以是任意一個(gè)刀位。
在 PLC 程序中添加 3 個(gè)系統(tǒng) DB 塊,DB9900(常量傳遞表)、DB9901(變量傳遞表)和 DB9902(響應(yīng)表),在表中定義刀具或刀庫的所有可能的狀態(tài)。
1.1.1 DB9900 常量傳遞表
DB9900 常量傳遞表列舉換刀過程中刀具經(jīng)歷的刀庫變化,例如待換刀臂刀庫的刀具從刀庫到主軸,依次經(jīng)歷刀庫(真實(shí)刀庫)、換刀臂(緩沖區(qū) 2,西門子把緩沖區(qū)也看作一個(gè)刀庫)、主軸(緩沖區(qū) 1),刀具經(jīng)歷的刀庫和刀位在后面詳細(xì)介紹。
設(shè)計(jì) DB9900 常量傳遞表的步驟要點(diǎn):
單獨(dú)設(shè)計(jì)新刀移動的步驟,即刀具從刀庫到主軸的過程步驟。例如,帶換刀臂的刀庫,新刀移動到主軸有兩步:刀庫→換刀臂、換刀臂→主軸。
單獨(dú)設(shè)計(jì)舊刀移動的步驟,即刀具從主軸到刀庫的過程步驟。例如,帶換刀臂的刀庫,舊刀移動到主軸有兩步:主軸→換刀臂、換刀臂→刀庫。
DB9900 的步驟數(shù)=新刀移動的步驟數(shù)+舊刀移動的步驟數(shù)。因此帶換刀臂刀庫的換刀步驟有 4 步。
1.1.2 DB9901 變量傳遞表
DB9901 變量傳遞表列舉刀具在真實(shí)刀庫中刀位的變化,一般都是把目標(biāo)到位號調(diào)到可以離開刀庫的位置,步驟比較少,步驟號從 101 開始與 DB9900 步驟號從 1 開始不同。
1.1.3 DB9902 響應(yīng)表
DB9902 響應(yīng)表的步驟不是每次換刀都全部執(zhí)行,而是根據(jù)主軸無刀抓新刀、主軸有刀換刀、還刀 3 種情況執(zhí)行不同的步驟,響應(yīng)對應(yīng)的信號即可完成換刀過程。
DB9902 響應(yīng)表建立要點(diǎn):
建立響應(yīng)表應(yīng)該窮舉出主軸無刀抓新刀、主軸有刀換刀、還刀這 3 種刀庫動作的所有狀態(tài)。有共同的狀態(tài)合成同一步,不同的狀態(tài)需要全部列舉出來放入 DB9902 中。每一步都要指明新刀和舊刀的動作,如果沒有動作,起始值設(shè)為零。
響應(yīng)表中的新/舊刀要執(zhí)行相應(yīng)的動作,動作起始值填寫DB9900 中編寫動作步驟的步驟號。
刀庫結(jié)構(gòu)越復(fù)雜,換刀的中間狀態(tài)越多,建立的響應(yīng)表步驟越多。
響應(yīng)表還要建立刀庫旋轉(zhuǎn)的步驟和換刀終止的步驟。刀庫旋轉(zhuǎn)舊刀沒有動作,新刀動作的起始值要和 DB9901 中相應(yīng)動作的步驟號相同。
真實(shí)刀庫中的某個(gè)刀位用刀位號表示,但是刀庫中的刀位往往較多,很難逐個(gè)列出。所以用“0,1”代表新刀源地址,實(shí)際地址在 DB4300.DBW6 和 DB4300.DBW8 中;用“0,2”代表舊刀目標(biāo)地址,實(shí)際地址在 DB4300.DBW18 和 DB4300.DBW20 中。
在緩沖區(qū)中用“9998,1”代表主軸,“9998,2”代表卡爪 1,“9998,3”代表卡爪 2。一般刀庫裝刀點(diǎn)都是主軸,用“9999,1”表示,如果還有第二裝刀點(diǎn),則用“9999,2”表示。
1.2 自動換刀命令和應(yīng)答
刀庫換刀相關(guān)命令讀取地址見表 1。
表 1 自動換刀命令信號接口

DB4300.DBX0.0 是命令位,代表當(dāng)前有命令。DB4300.DBB1中的每一位對應(yīng)不同的命令內(nèi)容。
自動換刀過程中,DB4300.DBX1.0~DB4300.DBX1.6 中的信號來自 NCK,結(jié)合換刀程序的信息和刀具管理表的實(shí)際情況,向 PLC 發(fā)出不同的信號。例如:換刀程序執(zhí)行時(shí)主軸上無刀,則DB4300.DBX1.4 置 1;執(zhí)行換刀程序 T0,則 DB4300.DBX1.3 置1;換刀執(zhí)行到需要刀庫旋轉(zhuǎn)找刀時(shí),DB4300.DBX1.2 置 1。
正常情況下?lián)Q刀程序執(zhí)行 M206 指令后,DB4300.DBX1.1一直置 1,刀庫換刀位的刀號和主軸上刀具的原刀位不相同時(shí),DB4300.DBX1.1 不會置 1,還有其他條件也可能導(dǎo)致 DB4300.DBX1.1 不會置 1,需要多加觀察。
自動換刀各個(gè)步驟應(yīng)答地址見表 2。
表 2 自動換刀應(yīng)答信號接口
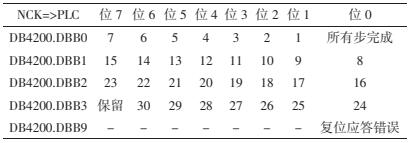
表 2 中數(shù)字對應(yīng) DB9902 中的步驟數(shù)。例如 DB4200.DBX0.1中 1,對應(yīng) DB9902 中的第 1 步,當(dāng)換刀過程中執(zhí)行到 DB9902中的第 1 步,如果 PLC 將 DB4200.DBX0.1 置 1,表示 DB9902 中的第 1 步完成,否則刀具管理表認(rèn)為這一步?jīng)]有完成,不會進(jìn)行下一步動作。
響應(yīng)信號使用置位線圈(S),其接通后,在下一個(gè) PLC 掃描周期自動復(fù)位,因此不需要復(fù)位的 PLC 程序。
響應(yīng)信號存在的實(shí)際非常短暫,只有一個(gè) PLC 掃描周期,因此在 PLC 程序監(jiān)控中看不到響應(yīng)信號接通,需要添加輸出或者中繼點(diǎn)的置位線圈進(jìn)行輔助顯示。
如果不借助輔助顯示信號,直接監(jiān)控到一個(gè)響應(yīng)信號一直存在,則表示該響應(yīng)信號的命令沒有出現(xiàn),先出現(xiàn)了響應(yīng)信號。這種情況下即使響應(yīng)信號的條件已經(jīng)不滿足,該信號在下一個(gè)PLC 掃描周期也不會自動復(fù)位,需要接通 DB4200.DBX9.0 來復(fù)位該信號。
響應(yīng)信號其實(shí)就是告訴刀具管理表,換刀的某個(gè)動作已經(jīng)完成,可以進(jìn)行下一步動作。
2、ARROW500 的換刀功能設(shè)計(jì)
ARROW500 刀庫為沒有換刀臂的斗笠式刀庫,換刀時(shí)主軸直接在刀庫里抓刀,換刀步驟比較簡單。換刀 PLC 程序根據(jù)個(gè)人的思路,各有不同。主要說明 PLC 中傳送/響應(yīng)步驟表的建立。
2.1 DB9900 常量傳遞表
由于 ARROW500 沒有換刀臂,換刀的步驟比較少。新刀移動步驟只有一步:刀庫→主軸;舊刀移動步驟也只有一步:主軸→刀庫。因此 DB9900 中只設(shè)計(jì)2 步就可以,ARROW500 的DB9900設(shè)置如圖 1 所示。

圖 1 ARROW500 的 DB9900 設(shè)置
步驟 1 表示刀具從刀庫到主軸的過程。其中 DB9900.DBW0 和B9900.DBW2 的數(shù)值“0,1”代表源刀庫號和源刀位號。DB9900.DBW4 和 DB9900.DBW6 的數(shù)值“9998,1”代表目標(biāo)刀庫號和目標(biāo)刀位號,也就是主軸。
步驟 2 表示刀具從主軸到刀庫的過程。其中 DB9900.DBW8和 DB9900.DBW10 的數(shù)值“9998,1”代表源刀庫號和源刀位號,也就是主軸。DB9900.DBW6 和 DB9900.DBW8 的數(shù)值“0,2”代表目標(biāo)刀庫號和目標(biāo)刀位號。
2.2 DB9901 變量傳遞表
DB9901 主要顯示刀庫旋轉(zhuǎn)動作的步驟。ARROW500 的DB9901 數(shù)據(jù)如圖 2 所示。
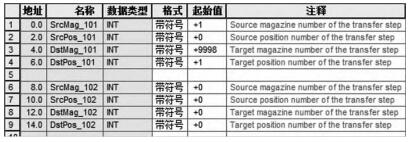
圖 2 ARROW500 的 DB9901 設(shè)置
該步驟只有一步,從刀庫到主軸的數(shù)據(jù)傳遞。DB9901.DBW0和 DB9901.DBW2 中的數(shù)據(jù)“1,0”代表源刀庫號和源刀位號,表示刀庫中某個(gè)刀位,“0”會在 OLC 程序中修改為當(dāng)前刀位號DB9901.DBW4 和 DB9901.DBW6 的數(shù)值“9998,1”代表目標(biāo)刀庫號和目標(biāo)刀位號,也就主軸。
2.3 DB9902 響應(yīng)表
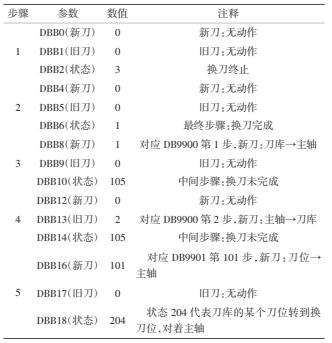
安裝每一步新刀和舊刀只有一個(gè)可以動作的原則,響應(yīng)表窮舉刀庫換刀的所有可能步驟,斗笠式刀庫響應(yīng)表設(shè)計(jì)見表 3。然后根據(jù)表使用填寫 DB9902 數(shù)據(jù)塊數(shù)據(jù),ARROW500 中DB9902 響應(yīng)表設(shè)置如圖 3 所示。
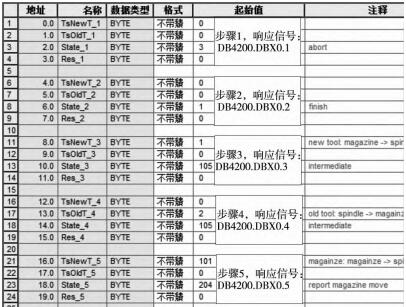
圖 3 ARROW500 中 DB9902 響應(yīng)表設(shè)置
執(zhí)行不同的步驟,響應(yīng)對應(yīng)的信號即可完成換刀過程。例如:
(1)主軸無刀抓新刀步驟順序(以表 3 中步驟為例)為:步驟5→步驟 3→步驟 2。
(2)主軸有刀換刀步驟順序?yàn)椋翰襟E 4→步驟 5→步驟 3→步驟 2。
(3)還刀步驟順序?yàn)椋翰襟E 4→步驟 2。
表 3 斗笠式刀庫響應(yīng)表設(shè)計(jì)
3、結(jié)語
通過對西門子 828D 換刀功能的探索與實(shí)踐,順利完成ARROW500 加工中心的改造項(xiàng)目,并且對西門子數(shù)控系統(tǒng)的數(shù)據(jù)流有了更加深刻的認(rèn)識,對與西門子數(shù)控系統(tǒng)的其他故障排除有很強(qiáng)的借鑒意義。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別