



內螺紋車刀數控銑削螺紋方法初探
2018-8-28 來源:江蘇汽車技師學院 作者:周 登 科
摘要: 螺紋銑削是一種新型的螺紋加工工藝,是利用數控系統三軸同時聯動的工作原理來實現螺紋的銑削。與傳統的螺紋加工相比,它具有加工高效率、尺寸精度高、穩定性好、使用范圍廣等特點。介紹使用內螺紋車刀銑削內螺紋的方法及步驟,手工編寫了程序,并成功、有效地完成了螺紋的加工。
關鍵詞: 螺紋; 數控系統; 螺紋銑削; 內螺紋車刀
0 、引言
螺紋的加工方法較多,常見的加工方法主要有車床車削螺紋、絲錐攻螺紋以及板牙套螺紋等。隨著現代加工技術的不斷進步,制造螺紋的方法也日益增多,數控加工螺紋先進技術也逐漸被企業生產所應用,特別是數控銑削螺紋在中小企業應用更加普及。數控銑削螺紋是利用數控系統三軸同時聯動的工作原理來實現螺紋的銑削,與傳統的螺紋加工方法相比,較大地提高了螺紋的加工精度和加工效率,并且螺紋的加工工藝安排上更加靈活方便。如: 使用一把螺紋車刀可以加工內螺紋,也可以加工外螺紋; 可以選擇順銑,也可以選擇逆銑。對于難加工材料,采用傳統的方法加工有時很難達到目的,而使用數控螺紋銑削可以使得工作變得簡單容易。
此外,刀具的使用壽命及耐用度與傳統的加工工藝相比較可以提高十倍甚至幾十倍。目前,螺紋銑削工藝加工螺紋,在企業小批量生產螺紋中得到了廣泛的推廣應用。
1、 數控螺紋銑削的優勢
1. 1 加工高效率
使用絲錐加工螺紋時,由于切削速度相對較低且螺紋加工好后需要反轉才能退刀,想要提高螺紋的加工效率是非常困難的。使用螺紋銑刀銑削,可以較高地提高銑削速度和銑削進給速度,從而可以較高地提高生產率。
為了使切削螺紋的效率達到最高,最好選用能在一轉( 360°) 之內加工所需螺紋的足夠大刀具,同時刀具也具有所需要的安全間隙。對于較大直徑螺紋的加工,使用螺紋刀片,相對于用絲錐或板牙,螺紋銑刀的耐用度提高了幾十倍,大大降低了生產成本,提高了生產效率。沒有過渡扣或退刀槽結構的機件采用車削、絲錐、板牙很難加工,數控銑削卻很容易實現。
1. 2 優異的表面質量及尺寸精度
使用絲錐加工螺紋時,銑削速度和材質限制了螺紋表面質量的提高。然而,使用螺紋銑削加工螺紋時表面粗糙度的提高不再是一個難題。在銑削螺紋時,由于螺紋的形成是刀具三軸聯動切削而成,因此,具有切削速度較高、銑削力較小等特點。可以加工更加平滑和更為精密的螺紋。對于尺寸精度要求更高的螺紋,我們可以通過螺旋插補功能來保證螺紋的銑削精度以及表面粗糙度,如尺寸不在公差范圍內,只需將補償值輸入系統,就能方便地達到修改目的,達到螺紋的公差要求,即可完成高精度螺紋的加工。
1. 3 穩定性好,安全可靠
對于一些難加工材料如不銹鋼、鈦合金、耐熱鋼以及高硬度的材料,使用絲錐加工螺紋時,由于刀具磨損嚴重,切削力顯著增大常會導致絲錐折斷在工件中。加工螺紋較長時,絲錐如排屑不暢,直接導致其蹦刃,甚至損壞工件。取出斷裂絲錐既耗時,又耗力,嚴重影響了加工效率。要讓這個問題很好地得到解決,可以采用螺紋銑削方法來加工螺紋。由于螺紋銑削是刀具由表面逐漸切入工件,一定程度上減小了切削力,保護了刀具。另外螺紋銑削屬于斷屑切削,刀具的直徑比加工螺紋直徑小,易于排屑,不容易出現粘屑的現象。對于軟材料的銑削即便是刀具發生粘屑現象意外破損,由于螺紋銑削屬于高速、斷屑切削,也能在不損壞工件的情況下很輕松地從工件里取出,提高了加工螺紋的穩定性,使得安全得到保證。
1. 4 使用范圍廣,加工成本低
螺紋銑削應用范圍廣,可以在各種條件下進行加工,銑削工藝的安排也比較靈活。例如: 一把螺紋銑刀可以加工外螺紋,也可以加工內螺紋; 可以加工右旋螺紋,也可以加工左旋螺紋; 可以選擇順銑,也可以選擇逆銑。螺紋銑削工藝與鏜孔加工工藝很相似,加工過程中,直徑大小的調整也很方便,螺紋銑刀可以直接選用一把內螺紋車刀來代替,并且可以加工出很多直徑不同的等距螺紋,大大地節約了成本。使用傳統方式絲錐加工螺紋時,對于相同螺距不同直徑的螺紋加工,則需要準備不同直徑的絲錐,這使得刀具的儲備量增加且加工過程中換刀的時間也增多。如果使用螺紋銑削,由于它是利用螺旋插補原理來工作的,對于不同直徑的螺紋只需改變加工程序或將插補數值補償輸入到系統里,就可以完成不同直徑螺紋的加工,節約了時間,降低了成本。
2、 數控螺紋銑削原理
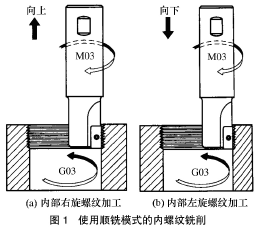
螺旋銑削究竟是什么? 從本質上說,它是一種圓弧插補,是在同一程序段中同時包含圓弧插補和直線插補的圓弧或圓周加工編程技術。螺旋銑削使用稱為螺旋插補的可選控制系統功能,它最簡單的定義就是三軸聯動的圓弧插補。該陳述可能會產生誤導,因為它暗含一個三維空間的弧或者圓,這樣的弧或圓在數學領域中是不存在的,然而 G02 或G03 圓弧插補指令確實可以使用所有三根軸,如圖 1 所示。
3 、加工實例
實例: 方形鐵塊上加工 M16 螺紋( 如圖 2 所示) 。
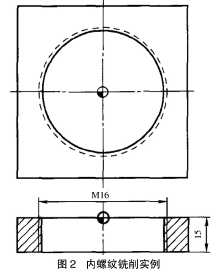
螺紋刀準備: 加工 M16 螺紋,可以選一把直徑為 8 的內螺紋車刀刀桿,刀桿上裝有 2 個螺距的涂層硬質合金螺紋車刀片。機床系統: 華中系統; 工件材料: 45#鋼
螺紋底孔直徑: 16 - 2 = 14; 主軸轉速: S = 1 800r/min
進給量: F = 100mm/min; 銑削方式: 逆銑
4 、加工步驟
4. 1 加工螺紋底孔及倒角
(1) 用 13mm 鉆頭鉆通孔; (2) 6mm 立銑刀將底孔加工到位; (3) 6mm 倒角刀倒角 1. 5
4. 2 計算內螺紋車刀旋轉半徑
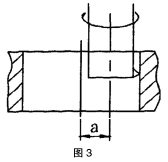
將裝有內螺紋車刀銑刀柄安裝到機床上,在 MDI 模式下,輸入快速移動指令,使主軸與螺紋孔中心重合,并且將機床相對坐標 X 或 Y 設置為 0。主軸旋轉,在手動操作方式下旋轉手搖脈沖器將內螺紋車刀下降至內螺紋孔內,而后將刀具沿 X 或 Y 軸方向緩慢移動,至刀尖碰到孔壁聽到聲響時,停止移動。記錄 X 或 Y 的移動量 a( 見圖 3) 。計算內螺紋車刀的旋轉半徑 R = D/2 - a (D 底孔直徑) 。將計算出來的 R值輸入到相對應的半徑補償系統內或者直接編程時使用。經測量計算內螺紋車刀旋轉半徑 R = D/2 - a = 14 /2 - 1. 4 =5. 6。
4. 3 加工螺紋
刀具在銑削加工螺紋時是按照螺旋線方式工作的,在X、Y 軸按旋轉軌跡運動,同時 Z 軸上作直線插補運動。即刀具軸向旋轉一周,軸向進給一個導程,三根軸運動通常是同步的,并且同時到達目標位置。
5 、程序編制
% 00001
N100 G21
N102 G0 G17 G40 G49 G80 G90
N104 T1 M6
使用 13 麻花鉆頭加工 M16 × 2 螺紋底孔
N106 G0 G90 X0. Y0. A0. S500 M3
N108 G43 H1 Z100. M8
N110 G98 G83 Z - 20. R5. Q - 1. F35.
N112 G80
N114 M5
N116 M9
N118 G91 G28 Z0.
N120 T2 M6
使用 6 鎢鋼銑刀精加工
M16 × 2 螺紋底孔到位
N122 G0 G90 X - 1. 5 Y. 6 A0. S1500 M3
N130 G43 H2 Z100. M8
N132 Z10.
N134 G1 Z0. F80.
N136 Z - 15
N138 G1 Z - 15. 5 F80.
N140 G41 D3 X - 3. 4
N142 G3 X - 4. Y0. I0. J - . 6
N144 X0. Y - 4. I4. J0.
N146 X4. Y0. I0. J4.
N148 X0. Y4. I - 4. J0.
N150 X - 4. Y0. I0. J - 4.
N152 X - 3. 4 Y - . 6 I. 6 J0.
N154 G1 G40 X - 2. 8
N156 G0 Z100.
N158 M5
N160 G91 G28 Z0. M9
N162 T3 M6
使用 6mm 倒角刀倒角
1. 5 × 1. 5
N164 G0 G90 G54 X - 4. 8 Y1. 2 A0. S1500 M3
N166 G43 H5 Z100. M8
N168 Z5.
N170 G1 Z - 2. 5 F200.
N172 G3 G41 D5 X - 6. Y0. I0. J - 1. 2 F100.
N174 X0. Y - 6. I6. J0.
N176 X6. Y0. I0. J6.
N178 X0. Y6. I - 6. J0.
N180 X - 6. Y0. I0. J - 6.
N182 G40 X - 4. 8 Y - 1. 2 I1. 2 J0.
N184 G0 Z100.
N186 M5
N188 G91 G28 Z0. M9
N190 T4 M6
使用 8mm 內孔車刀( 旋轉半徑 5. 6) 加工
M16 × 2
N192 G0 G90 G54 X0. Y0. A0. S1500 M3
N194 G43 H4 Z100. M8
N196 Z3.
N198 G1 Z. 5 F200.
N200 G42 D4 Y2. 4 F100.
N202 #l = 2
N204 WHILE[
#1GE - 15]
D04
N206 G91G2I - 2. 4Z - 2F200
N208 #l = #l - 2
N210 ENDI
N212 G90Gl G40X0Y0
N214 G0Z200M9
N216 G49Z0
N218 M30
6、 結論
傳統的螺紋加工既費時又費力,螺紋車削等方法已無法滿足生產的需要,這時可以用銑削的方法加工螺紋,這樣不但改變了螺紋的加工工藝方法,而且取得了良好的效果。采用數控銑削加工螺紋,不僅適用面廣,穩定性好,而且能提高表面質量,提高加工效率。采用銑削方式加工螺紋,同一把刀具可不受通孔和盲孔的限制。螺紋銑削工藝逐漸被企業認可和應用.
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

