


基于杠桿模式施載的圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床研制
2017-5-17 來(lái)源:中國(guó)科學(xué)院長(zhǎng)春光學(xué)精密機(jī)械與物理研究所 作者:吉日嘎蘭圖 李曉天 劉 凱 張善文 巴音
摘要:采用圓弧刃光柵刻畫(huà)刀具,實(shí)現(xiàn)在線換刃技術(shù)是解決光柵刻畫(huà)刀具使用壽命問(wèn)題的一種有效的途徑。在線換刃圓弧光柵刻畫(huà)刀具對(duì)刃口質(zhì)量及精度要求高,刃磨制作工藝難度大,且國(guó)內(nèi)外市場(chǎng)幾無(wú)此類(lèi)刃磨設(shè)備,需要自行設(shè)計(jì)制作圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床。在圓弧刃光柵刻畫(huà)刀具刃磨試驗(yàn)設(shè)備設(shè)計(jì)制作及圓弧刃光柵刻畫(huà)刀具刃磨制作工藝研究基礎(chǔ)上,針對(duì)圓弧刃光柵刻畫(huà)刀具的刃磨特點(diǎn),設(shè)計(jì)新型的基于杠桿模式施載的圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床;根據(jù)傳統(tǒng)機(jī)床的設(shè)計(jì)程序,對(duì)刃磨機(jī)床的功能、總體設(shè)計(jì)及詳細(xì)結(jié)構(gòu)設(shè)計(jì)展開(kāi)研究,并對(duì)施載與微進(jìn)給機(jī)構(gòu)進(jìn)行了振動(dòng)分析,排除了出現(xiàn)共振的可能性。最后完成了該機(jī)床的機(jī)械裝調(diào),并刃磨制作一把圓弧刃光柵刻畫(huà)刀具,其定向角∠D=63 °,刀尖角∠J=90 °,刃圓半徑R=8.56mm,在460 倍體視顯微鏡下觀察無(wú)崩口等缺陷,刃口弧線清晰可見(jiàn)。刀具檢測(cè)及觀測(cè)結(jié)果表明,所設(shè)計(jì)的圓弧刃刀具刃磨機(jī)床適用于圓弧刃光柵刻畫(huà)刀具的刃磨制作,所采用的分析及設(shè)計(jì)方法對(duì)圓弧刃刀具刃磨機(jī)床及其他機(jī)床的設(shè)計(jì)和研制具有實(shí)際指導(dǎo)意義。
關(guān)鍵詞:杠桿模式;圓弧刃;光柵刻畫(huà)刀;刃磨機(jī)床
0.前言
傳統(tǒng)的機(jī)械刻畫(huà)光柵是劈型刀刃通過(guò)光學(xué)基底上的金屬鍍層擠壓、擦光過(guò)程,將鍍層表面加工成型為周期性V型刻槽的過(guò)程,且整個(gè)加工工藝過(guò)程中不產(chǎn)生切屑[1-2]。一直以來(lái),在光柵刻畫(huà)過(guò)程中,刀具的壽命極為重要[3-5],雖然刀具材料選用世界上最硬的天然金剛石,但是劈型刀具的單次刃的壽命也會(huì)具有很大的局限性。采用圓弧刃光柵刻畫(huà)刀具,實(shí)現(xiàn)在線換刃技術(shù)是解決光柵刻畫(huà)刀具使用壽命問(wèn)題的一種有效的途徑。可在線換刃圓弧光柵刻畫(huà)刀具對(duì)刃口質(zhì)量及精度要求高,刃磨制作工藝難度大,而且國(guó)內(nèi)外市場(chǎng)幾無(wú)此類(lèi)刃磨設(shè)備,需要自行設(shè)計(jì)制作圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床[6-7]。
近年來(lái),中國(guó)科學(xué)院長(zhǎng)春光學(xué)精密機(jī)械與物理研究所試制過(guò)圓弧刃光柵刻畫(huà)刀具刃磨試驗(yàn)設(shè)備,并對(duì)圓弧刃光柵刻畫(huà)刀具刃磨制備工藝進(jìn)行了一系列的研究,尤其是國(guó)家重大科研裝備研制項(xiàng)目(大型高精度衍射光柵刻畫(huà)系統(tǒng)研制),其驗(yàn)收指標(biāo)為420mm×650 mm 的大尺寸、高精度衍射光柵的刻畫(huà)制作,因此,將圓弧刃光柵刻畫(huà)刀具的研制當(dāng)成必須突破的一項(xiàng)關(guān)鍵技術(shù)。
鑒于此,本文在圓弧刃光柵刻畫(huà)刀具刃磨試驗(yàn)設(shè)備設(shè)計(jì)制作及圓弧刃光柵刻畫(huà)刀具刃磨制作工藝研究基礎(chǔ)上,針對(duì)圓弧刃光柵刻畫(huà)刀具的刃磨特點(diǎn),設(shè)計(jì)了新型的基于杠桿模式施載的圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床;根據(jù)傳統(tǒng)機(jī)床的設(shè)計(jì)程序,對(duì)刃磨機(jī)床功能進(jìn)行分析,對(duì)總體及詳細(xì)結(jié)構(gòu)進(jìn)行設(shè)計(jì),并對(duì)施載與微進(jìn)給機(jī)構(gòu)進(jìn)行了振動(dòng)分析,排除了出現(xiàn)共振的可能性;最終設(shè)計(jì)制造了基于杠桿模式施載的圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床,并刃磨出一把合格的圓弧刃光柵刻畫(huà)刀具。
1.刃磨機(jī)床總體設(shè)計(jì)
1.1 刃磨機(jī)床功能及性能參數(shù)
圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床的設(shè)計(jì)目的是為了實(shí)現(xiàn)在線換刃光柵刻畫(huà)刀具的刃磨制作。圓弧刃光柵刻畫(huà)刀具的圓弧刃是由兩個(gè)相對(duì)的圓錐面同心相交而成的,其刃磨方式見(jiàn)圖1。從示意圖中可以看出,圓弧刃光柵刻畫(huà)刀具的定向角及非定向角是由圓錐半角決定的,圓錐面同心相交而構(gòu)成的圓弧半徑?jīng)Q定了圓弧刃光柵刻畫(huà)刀具刃圓半徑。圓錐面研磨過(guò)程中其圓錐半角始終不變,即定向角或非定向角固定不變。開(kāi)始研磨圓錐面時(shí),根據(jù)刀具結(jié)構(gòu)參數(shù),確定所要研磨圓錐面的圓錐半角θ,并將往返擺動(dòng)軸繞O'軸旋轉(zhuǎn)至與磨盤(pán)形成θ 角。
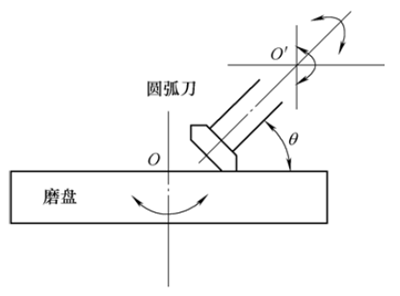
圖1 圓弧刃光柵刻畫(huà)刀的刃磨方式
圓弧刃光柵刻畫(huà)刀具刃磨過(guò)程是兩個(gè)圓錐面的高精度、自動(dòng)刃磨過(guò)程。根據(jù)傳統(tǒng)機(jī)床設(shè)計(jì)方法,圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床的設(shè)計(jì)也是由機(jī)械系統(tǒng)及控制系統(tǒng)組成[8-11],本文設(shè)計(jì)的刃磨機(jī)床所需實(shí)現(xiàn)的功能見(jiàn)圖2,具體說(shuō)明如下。
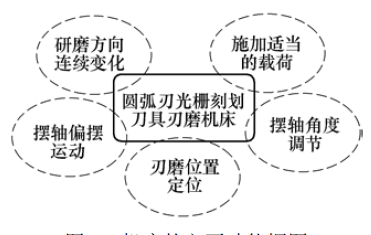
圖2 機(jī)床的主要功能框圖
(1) 金剛石晶體具有各向異性,圓錐面上各點(diǎn)的磨削率不盡相同,因此需要設(shè)計(jì)平穩(wěn)且可實(shí)現(xiàn)刃磨軌跡連續(xù)變化的磨盤(pán)運(yùn)動(dòng)方案,保證金剛石圓錐面的均勻、高質(zhì)量的刃磨。
(2) 金剛石刀具的刃磨需要施加適當(dāng)?shù)妮d荷,設(shè)計(jì)合理的施載模式對(duì)金剛石刀具的高精度刃磨極其重要。載荷大小及施載模式是決定刀具刃磨效率及刃磨質(zhì)量的一個(gè)關(guān)鍵因素。施載與微進(jìn)給技術(shù)是刃磨機(jī)床設(shè)計(jì)的難點(diǎn),也是本文主要研究的關(guān)鍵技術(shù)之一。
(3) 圓弧刃光柵刻畫(huà)刀具的刃磨需要設(shè)計(jì)一個(gè)平穩(wěn)的擺動(dòng)運(yùn)動(dòng)機(jī)構(gòu),擺動(dòng)中心為雙圓錐中心。刃磨機(jī)床通過(guò)往返擺動(dòng)運(yùn)動(dòng)來(lái)實(shí)現(xiàn)金剛石刀具圓錐面的研磨,擺動(dòng)運(yùn)動(dòng)機(jī)構(gòu)的精度及穩(wěn)定性直接影響圓弧刃的質(zhì)量及精度。
(4) 根據(jù)光柵刻畫(huà)刀具的定向角及刀尖角參數(shù)選取范圍,圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床的往返擺動(dòng)軸與磨盤(pán)的夾角設(shè)計(jì)為10°~80°范圍內(nèi)可調(diào)。圓弧刃光柵刻畫(huà)刀具刃磨對(duì)機(jī)床主要性能參數(shù)的要求如下。
(1) 磨盤(pán)運(yùn)動(dòng)主軸系統(tǒng):總端面跳動(dòng)≤1 μm,采用氣浮軸承結(jié)構(gòu),主軸轉(zhuǎn)速0~5 000 r/min,可正反轉(zhuǎn)。
(2) 施載模式及大小:施載范圍0~20 N,采用重錘模式。
(3) 擺動(dòng)運(yùn)動(dòng)機(jī)構(gòu):徑向跳動(dòng)≤2 μm,端面跳動(dòng)≤2 μm,轉(zhuǎn)速0~6 r/min,可實(shí)現(xiàn)0~360°內(nèi)往返偏擺,采用機(jī)械主軸結(jié)構(gòu)。
1.2 刃磨機(jī)床總體設(shè)計(jì)
在研究圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床的功能及其刃磨工藝方式的基礎(chǔ)上,對(duì)圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床進(jìn)行了總體設(shè)計(jì),如圖3 所示。主要由磨盤(pán)系統(tǒng)、刀架系統(tǒng)、坐標(biāo)系統(tǒng)及施載與微進(jìn)給系統(tǒng)組成。
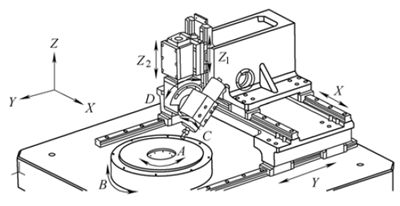
圖3 刃磨機(jī)床運(yùn)動(dòng)方式
1.2.1 磨盤(pán)系統(tǒng)設(shè)計(jì)
金剛石在磨盤(pán)的固定位置研磨時(shí),很容易出現(xiàn)同一個(gè)方向的較深研磨劃痕。因此,在傳統(tǒng)劈型刀具的刃磨過(guò)程中,通常采用刀具在磨盤(pán)上高速研磨的同時(shí),另加一個(gè)與研磨方向成一定角度的手動(dòng)拋光工序的方法,獲得無(wú)劃痕的金剛石研磨面。然而,可在線換刃圓弧刃光柵刻畫(huà)刀具的圓弧刃精度要求高,手動(dòng)拋光工序已滿足不了要求。另外,金剛石晶體的各向異性使得圓錐面上各點(diǎn)的磨削率不盡相同,且刀具偏擺軸的幾度范圍內(nèi)的小轉(zhuǎn)動(dòng)都能引起金剛石圓錐面上易磨損方向的較大角度的變化[12-14]。經(jīng)研究刀具在磨盤(pán)上的位置連續(xù)變動(dòng)或磨盤(pán)的行星運(yùn)動(dòng)均可滿足圓錐面上的研磨軌跡連續(xù)變化要求,但是考慮到刃磨機(jī)床三個(gè)坐標(biāo)系統(tǒng)的設(shè)計(jì)精度較低,且所涉及機(jī)構(gòu)結(jié)構(gòu)較復(fù)雜,刀架系統(tǒng)、微進(jìn)給系統(tǒng)、施載系統(tǒng)等的質(zhì)量較大,增加慣性;轉(zhuǎn)換坐標(biāo)或電動(dòng)機(jī)正反轉(zhuǎn)轉(zhuǎn)換時(shí)容易引起刀具振動(dòng),影響刃磨質(zhì)量。
因此,圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床采用了自轉(zhuǎn)與公轉(zhuǎn)相結(jié)合的行星運(yùn)動(dòng)研磨方案,具體實(shí)現(xiàn)方法是在1 100 mm×1 100 mm×200 mm 花崗巖平臺(tái)上安裝固定行星氣浮軸系的外套,將磨盤(pán)氣浮主軸外套安裝于行星氣浮軸可調(diào)偏心位置上,整體結(jié)構(gòu)屬立式結(jié)構(gòu),最終實(shí)現(xiàn)研磨主軸(A)通過(guò)公轉(zhuǎn)軸(B)實(shí)現(xiàn)行星運(yùn)動(dòng)軌跡;磨盤(pán)主軸額定轉(zhuǎn)速3 000 r/min,公轉(zhuǎn)軸額定轉(zhuǎn)速100 r/min。
1.2.2 刀架系統(tǒng)設(shè)計(jì)
刀架系統(tǒng)是由低速偏擺的往返擺動(dòng)軸(C)及刃磨角度調(diào)整機(jī)構(gòu)(D)組成的,偏擺速率范圍要求在1~6 次/min以?xún)?nèi)。從低速功率及穩(wěn)定性考慮,采用了德國(guó)FAULHABER集團(tuán)無(wú)刷伺服電動(dòng)機(jī),內(nèi)置減速比為66:1 的微型減速機(jī),最終扭矩2.6 N·m,通過(guò)柔性聯(lián)軸器連接到徑向跳動(dòng)及軸向跳動(dòng)都優(yōu)于2 μm的機(jī)械主軸,實(shí)現(xiàn)刀具刃磨時(shí)的往返擺動(dòng)運(yùn)動(dòng)[15]。刃磨角度調(diào)整機(jī)構(gòu)是由高精度編碼器、蝸輪蝸桿減速器、微型步進(jìn)電動(dòng)機(jī)及鎖緊機(jī)構(gòu)組成的系統(tǒng),可實(shí)現(xiàn)刃磨角度高精度定位及調(diào)整。圓弧刃光柵刻畫(huà)刀具刃磨過(guò)程中所需的偏擺角度范圍主要由圓弧刃刀具設(shè)計(jì)參數(shù),如刃圓半徑、刀具定向角及刀尖角所決定。
1.2.3 坐標(biāo)系統(tǒng)設(shè)計(jì)
圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床的坐標(biāo)系統(tǒng)主要由X、Y、Z軸組成,其中Z軸分解為Z1和Z2軸;X、Y、Z1軸的運(yùn)動(dòng)精度要求不高,主要是用于刀具刃磨位置調(diào)整及刃磨質(zhì)量觀測(cè),而Z2軸的精度要求高,用于刀具刃磨時(shí)的微進(jìn)給。圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床的Z軸是由Z1軸向位置調(diào)整機(jī)構(gòu)和Z2軸向微進(jìn)給系統(tǒng)組成。Z1軸向位置調(diào)整機(jī)構(gòu)采用了精密滾珠直線導(dǎo)軌及小導(dǎo)程(3 mm)精密滾珠絲杠結(jié)構(gòu),驅(qū)動(dòng)方案選用了德國(guó)FAULHABER集團(tuán)無(wú)刷伺服電動(dòng)機(jī),內(nèi)置減速比為156:1 的微型減速機(jī),最終扭矩達(dá)5.3 N·m。Z1軸向位置調(diào)整機(jī)構(gòu)主要是用于圓錐面研磨時(shí)較大幅度的調(diào)整圓錐半角,從而使磨盤(pán)與刀具間距處于微進(jìn)給范圍內(nèi),并可實(shí)現(xiàn)定位可鎖緊。
1.2.4 施載與微進(jìn)給系統(tǒng)設(shè)計(jì)
光柵刻畫(huà)刀具是一個(gè)非常精密的刀具類(lèi)型,傳統(tǒng)的光柵刻畫(huà)刀具是手工刃磨制作的劈型刀,主刃線是由兩個(gè)平面研磨相交而成,手工刃磨金剛石劈型光柵刻畫(huà)刀具時(shí)可人工施加一定的研磨載荷,同時(shí)人手能滿足刀具刃磨時(shí)的刀具隨磨盤(pán)轉(zhuǎn)動(dòng)時(shí)的Z向的隨動(dòng)性,但是手工刃磨刀具很大程度上依賴(lài)于手工刃磨經(jīng)驗(yàn),且手工刃磨方法無(wú)法實(shí)現(xiàn)高精度圓弧刃光柵刻畫(huà)刀具刃磨。因此,設(shè)計(jì)圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床時(shí)需要設(shè)計(jì)與其刃磨工藝相應(yīng)的施載與進(jìn)給方案,第2節(jié)將詳細(xì)設(shè)計(jì)分析此關(guān)鍵技術(shù)。
2.施載與微進(jìn)給系統(tǒng)設(shè)計(jì)
2.1 施載與微進(jìn)給系統(tǒng)設(shè)計(jì)及分析
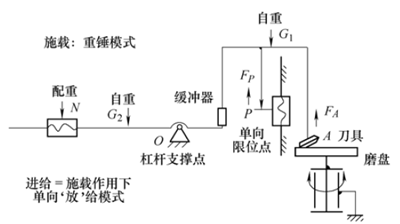
本文擬采用基于杠桿原理的重錘模式施載方案(圖4)。
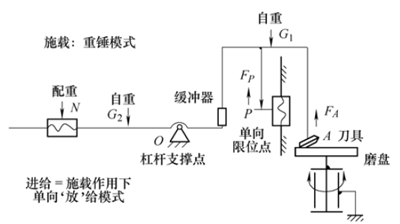
圖4 杠桿模式施載方案
施載方案數(shù)學(xué)表達(dá)式見(jiàn)式(1),其中FA和FP為磨盤(pán)對(duì)刀具研磨處A 點(diǎn)的支撐力(即刀具研磨施載)和單向限位處P 點(diǎn)的支撐力,其他參數(shù)為各個(gè)支撐點(diǎn)或自重及配重相應(yīng)的力臂長(zhǎng)度
文1
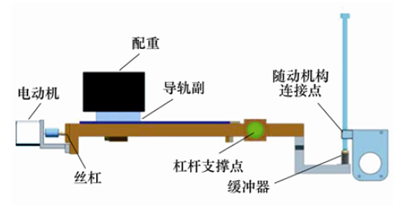
圓弧刃光柵刻畫(huà)刀具刃磨時(shí)基于杠桿原理的重錘模式施載方案具體實(shí)現(xiàn)方式是根據(jù)杠桿原理,杠桿一端設(shè)為固定載荷端,由刀架系統(tǒng)、微進(jìn)給機(jī)構(gòu)及部分杠桿重量之和,杠桿中心軸通過(guò)軸承安裝于床身,杠桿另一端設(shè)為可調(diào)載荷端,是由配重塊、配重塊位置調(diào)整機(jī)構(gòu)組成的[16-19]。杠桿固定載荷端的力臂的長(zhǎng)度是固定的,刀具刃磨時(shí)的研磨壓力的大小是通過(guò)配重塊位置調(diào)整來(lái)實(shí)現(xiàn)的。杠桿中心軸到配重塊的距離為可調(diào)載荷端的力臂長(zhǎng)度,調(diào)載荷端的力臂長(zhǎng)度大,則刃磨壓力小;調(diào)載荷端的力臂長(zhǎng)度小,則刃磨壓力大。實(shí)現(xiàn)光柵刻畫(huà)刀具刃磨時(shí)的施載,是通過(guò)杠桿一端力矩的改變而實(shí)現(xiàn)刀具刃磨壓力的調(diào)節(jié)。圓弧刃光柵刻畫(huà)刀具刃磨施載機(jī)構(gòu)見(jiàn)圖5。
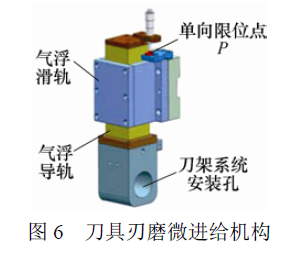
微進(jìn)給方案采用通過(guò)杠桿原理實(shí)現(xiàn)的重力載荷下的.Z 單向微米級(jí)的“放”給模式,且+Z 方向刀具可實(shí)現(xiàn)與磨盤(pán)隨動(dòng)。隨動(dòng)機(jī)構(gòu)擬采用氣浮矩形導(dǎo)軌,實(shí)現(xiàn)Z 向?qū)蚣暗毒唠S動(dòng),且在X、Y 水平方向上實(shí)現(xiàn)約束。圓弧刃光柵刻畫(huà)刀具刃磨微進(jìn)給機(jī)構(gòu)見(jiàn)圖6。
施載機(jī)構(gòu)與微進(jìn)給機(jī)構(gòu)設(shè)計(jì)制作后,在A 和P處安裝了重力傳感器,在靜態(tài)測(cè)試了進(jìn)給量與各點(diǎn)受力分布情況,見(jiàn)表1。進(jìn)給執(zhí)行機(jī)構(gòu)為由德國(guó)PI精密直線電動(dòng)機(jī)與高精度矩形氣浮導(dǎo)軌構(gòu)成的精密機(jī)構(gòu),可實(shí)現(xiàn)優(yōu)于2 μm 的進(jìn)給精度。采用精密直線電動(dòng)機(jī)直聯(lián)高精度矩形氣浮導(dǎo)軌結(jié)構(gòu),提高了進(jìn)給剛度,減少了精度傳遞環(huán)節(jié),保證了刀具向磨盤(pán)的微米級(jí)的進(jìn)給精度。另外,采用小摩擦因數(shù)的矩形氣浮導(dǎo)軌導(dǎo)向機(jī)構(gòu),提高了進(jìn)給靈敏度及效率。
表 1 靜態(tài)測(cè)量進(jìn)給量與支撐點(diǎn)受力情況
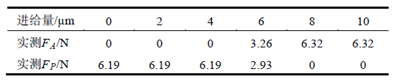
從表 1 能看出,靜止(即磨盤(pán)不轉(zhuǎn)動(dòng))狀態(tài)下進(jìn)給量超過(guò)2 μm 時(shí),P 點(diǎn)的載荷直接轉(zhuǎn)移到A 點(diǎn),顯然此時(shí)P 點(diǎn)的載荷變?yōu)榱恪5怯捎趯?shí)際磨盤(pán)面具有一定的平面度誤差范圍,刀具刃磨過(guò)程中磨盤(pán)高速旋轉(zhuǎn)使刀具刃磨表面與磨盤(pán)間產(chǎn)生微米級(jí)的“動(dòng)態(tài)接觸區(qū)域”。正因?yàn)檫@個(gè)“動(dòng)態(tài)接觸區(qū)域”的存在,使得在刀具刃磨過(guò)程中重力載荷下的Z 單向微米級(jí)的“放”給模式成為可能。從表2 能看出,運(yùn)動(dòng)(即磨盤(pán)轉(zhuǎn)動(dòng))狀態(tài)下進(jìn)給量超過(guò)8 μm 時(shí),P 點(diǎn)的載荷完全轉(zhuǎn)移到A 點(diǎn)。由于在磨盤(pán)轉(zhuǎn)動(dòng)情況下無(wú)法測(cè)量A 點(diǎn)的壓力,因此A 點(diǎn)的數(shù)據(jù)是通過(guò)式(2)計(jì)算出來(lái)的。因此完全可以通過(guò)P 點(diǎn)的重力傳感器測(cè)FP,間接的求FA,并與微進(jìn)給系統(tǒng)相結(jié)合實(shí)現(xiàn)智能控制模式。基于杠桿原理的施載及重力載荷下的Z 單向微米級(jí)的“放”給模式微進(jìn)給系統(tǒng)設(shè)計(jì)方案是本文的一項(xiàng)技術(shù)創(chuàng)新點(diǎn)。
表 2 動(dòng)態(tài)測(cè)量進(jìn)給量與支撐點(diǎn)受力情況對(duì)比表

2.2 機(jī)床的動(dòng)態(tài)特性分析
機(jī)床的主要振源是磨盤(pán)系統(tǒng)高速旋轉(zhuǎn)產(chǎn)生的振動(dòng),磨盤(pán)系統(tǒng)額定轉(zhuǎn)速為3 000 r/min,與其相應(yīng)的頻率值為50 Hz,根據(jù)測(cè)試刀具刃磨時(shí)與較大振幅相對(duì)應(yīng)的振動(dòng)頻率值分別為48 Hz、96 Hz。由于刀具刃磨時(shí)金剛石、磨粒及高磷鑄鐵磨盤(pán)間的高速、激烈的摩擦運(yùn)動(dòng),不可避免地引起刀具振動(dòng),但磨盤(pán)系統(tǒng)振源能否引起施載與微進(jìn)給機(jī)構(gòu)的共振,是圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床設(shè)計(jì)的重點(diǎn)考慮的問(wèn)[20-24]。本文設(shè)計(jì)的刃磨機(jī)床是由磨盤(pán)系統(tǒng)、刀架系統(tǒng)、坐標(biāo)系統(tǒng)、施載與微進(jìn)給系統(tǒng)四部分組成。由于磨盤(pán)系統(tǒng)采用現(xiàn)有的磨盤(pán)系統(tǒng)設(shè)計(jì)方法并且磨盤(pán)系統(tǒng)的結(jié)構(gòu)較為簡(jiǎn)單,已經(jīng)實(shí)測(cè)得到了該系統(tǒng)的動(dòng)態(tài)性能參數(shù)(固有頻率等),并在上文中給出。因此,在對(duì)機(jī)床的整機(jī)動(dòng)態(tài)特性分析過(guò)程中,沒(méi)有將磨盤(pán)系統(tǒng)包含在內(nèi),主要對(duì)除磨盤(pán)以外的刃磨機(jī)床主要結(jié)構(gòu),即刀架系統(tǒng)、坐標(biāo)系統(tǒng)及施載與微進(jìn)給系統(tǒng)進(jìn)行了動(dòng)態(tài)性能分析。
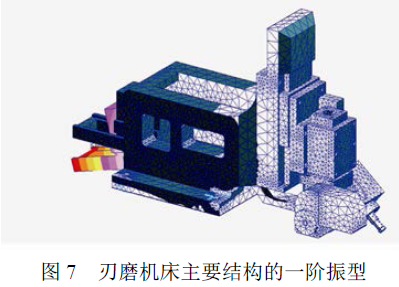
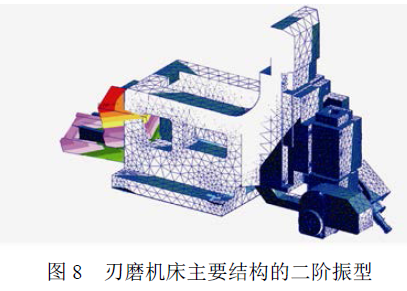
經(jīng)過(guò)對(duì)刃磨機(jī)床主要結(jié)構(gòu)的具體結(jié)構(gòu)參數(shù)進(jìn)行優(yōu)化設(shè)計(jì),最終得出了能夠避開(kāi)上述固有振動(dòng)頻率的機(jī)床主要結(jié)構(gòu),其模態(tài)分析結(jié)果列于表3,其中頻率為107.69 Hz、259.57 Hz 的模態(tài)分析結(jié)果見(jiàn)圖7 和圖8。從上述模態(tài)分析結(jié)果可看,在磨盤(pán)50 Hz頻率振源的激勵(lì)下,刃磨機(jī)床主要結(jié)構(gòu)(包括刀架系統(tǒng)、坐標(biāo)系統(tǒng)及施載與微進(jìn)給系統(tǒng))中出現(xiàn)的振動(dòng)頻率最小值為107.69 Hz,這個(gè)值與振源激勵(lì)頻率50Hz 相差甚遠(yuǎn),所以排除刃磨機(jī)床產(chǎn)生共振的可能性,說(shuō)明此結(jié)構(gòu)設(shè)計(jì)合理。
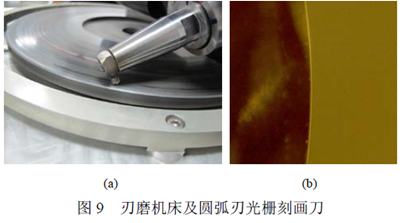
本文提出基于杠桿模式施載的圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床是為圓弧刃光柵刻畫(huà)刀具刃磨工藝特性而量身設(shè)計(jì)的刀具刃磨機(jī)床。此設(shè)計(jì)方案是否能夠滿足圓弧刃光柵刻畫(huà)刀具的刃磨制作,只能通過(guò)相應(yīng)的實(shí)際刀具刃磨試驗(yàn)來(lái)加以說(shuō)明。鑒于此,本文選用了純度及透明度較高的八面體金剛石作為刀頭材料,制作了圓弧刃光柵刻畫(huà)刀具特殊的刀體,將天然金剛石按焊接面與刀體焊合,并安裝于刀架機(jī)構(gòu)上,進(jìn)行研磨。考慮到圓錐面研磨工藝特殊性,將金剛石八面體的兩個(gè)110 脊線分別置于兩個(gè)圓錐面上,且與刀刃中間點(diǎn)處切線垂直。圓錐面研磨初期,將圓錐面分成若干個(gè)平面分別研磨,采用10 N研磨壓力及5 μm 的金剛石研磨膏;刃磨階段采用5N 研磨壓力及0.5 μm 的金剛石研磨膏,使用往返運(yùn)動(dòng)擺軸,偏擺研磨,將若干個(gè)平面研磨成圓錐面。最終采用基于杠桿模式施載的圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床,刃磨制作了一把圓弧刃光柵刻畫(huà)刀具,在460 倍體視顯微鏡下觀察無(wú)崩口等缺陷,刃口弧線清晰可見(jiàn)。圖9a 為正在刃磨過(guò)程中的刃磨機(jī)床,圖9b 為刃磨制作的圓弧刃光柵刻畫(huà)刀具,其具體參數(shù)見(jiàn)表4。
表 3 刃磨機(jī)床主要結(jié)構(gòu)振動(dòng)分析結(jié)果
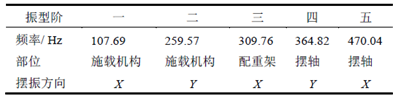
表 3 刃磨機(jī)床主要結(jié)構(gòu)振動(dòng)分析結(jié)果
表 4 圓弧刃光柵刻畫(huà)刀具參數(shù)
3.試驗(yàn)結(jié)果
圓弧刃半徑是采用體視顯微鏡測(cè)得,定向角及刀尖角是通過(guò)光柵刻畫(huà)刀具測(cè)角儀測(cè)得,刃口鋒利度及粗糙度均采用原子力顯微鏡測(cè)得。
4.結(jié)論
本文針對(duì)圓弧刃光柵刻畫(huà)刀具的刃磨,研制了一臺(tái)圓弧刃光柵刻畫(huà)刀具刃磨機(jī)床,采用了基于杠桿模式的施載與微進(jìn)給技術(shù),刃磨出定向角∠D=63°、刀尖角∠J=90°和刃圓半徑R=8.56 mm 的圓弧刃光柵刻畫(huà)刀具,測(cè)試結(jié)果表明:刃口鋒利度為150 nm、刃口表面粗糙度為5 nm、刀刃在460 倍體視顯微鏡下觀察無(wú)崩口等缺陷、弧線清晰可見(jiàn),刀刃質(zhì)量能夠滿足光柵刻畫(huà)要求。基于杠桿模式施載與微進(jìn)給技術(shù)不僅適用于圓弧刃光柵刻畫(huà)刀具的刃磨制作,而且對(duì)其他金剛石刀具刃磨機(jī)床的設(shè)計(jì)具有指導(dǎo)意義。此外,由于圓弧刃光柵刻畫(huà)刀具刃磨過(guò)程較為復(fù)雜,且刃磨運(yùn)動(dòng)由多軸聯(lián)動(dòng)運(yùn)動(dòng)組成,其耦合軌跡對(duì)刀具刃磨精度的影響規(guī)律有待深入研究。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車(chē)銷(xiāo)量情況
- 2025年6月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車(chē)銷(xiāo)量情況
- 2025年5月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車(chē)銷(xiāo)量情況
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷(xiāo),害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車(chē)床加工刀具補(bǔ)償功能
- 車(chē)床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別