


1 、引言
隨著航空航天產(chǎn)品精度的提高、使用要求朝著大功率、輕量化和高速化的方向發(fā)展,用戶對所用螺紋構(gòu)件的精度和性能提出了更高的要求。特別是鈦合金MJ 加強高鎖螺栓產(chǎn)品的研制生產(chǎn),這類產(chǎn)品不僅材料難加工,而且螺紋大徑比螺紋標(biāo)準(zhǔn)中的大徑要小,螺紋收尾長度也比標(biāo)準(zhǔn)螺紋收尾長度短,要求收尾長度≤1. 5P,普通刀具不能滿足這類零件的使用要求。滾絲輪是一種常用的高效、高精度、高耐用度的加工外螺紋的滾壓工具,應(yīng)設(shè)計專用滾絲輪滿足加工要求。
2 、滾絲輪的設(shè)計
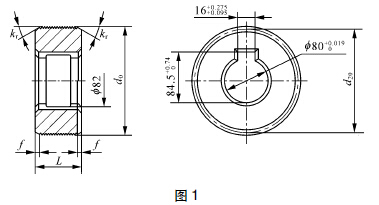
W6Mo5Cr4V2Al( 501) 是一種含鋁超硬高速鋼,具有優(yōu)良力學(xué)性能和切削性能,與含鈷M42 高速鋼相當(dāng),但價格低廉,應(yīng)用較廣,比較適合加工鈦合金MJ 外螺紋,既能有效滿足工件要求,又可保證滾絲輪具有較高的使用壽命。采用PR-25 或相應(yīng)規(guī)格的進口滾絲機,滾絲機主軸直徑80,滾絲輪的外型結(jié)構(gòu)如圖1 所示。
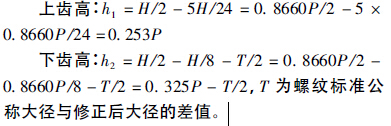
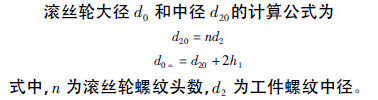
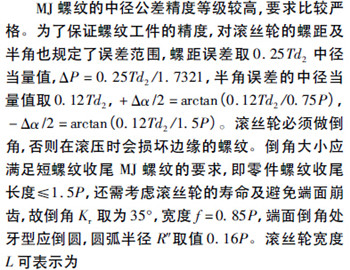
滾絲輪牙型設(shè)計如圖2 所示。采用MJ 加強螺紋,外螺紋牙底為加大圓弧,可增強工件的疲勞強度,提高使用壽命。齒頂應(yīng)設(shè)計成圓弧,要求轉(zhuǎn)接圓滑、不能有尖點出現(xiàn),其大小能保證滾壓的零件牙底圓弧半徑為0.150 - 0.180P,考慮到經(jīng)過滾壓的外螺紋工件牙底圓弧小于滾絲輪的牙底圓弧,所以滾絲輪的牙頂圓弧和收尾倒角圓弧R 取0. 160 -0.180P。為了避免應(yīng)力集中,滾絲輪牙底也采用圓弧設(shè)計,圓弧半徑R'取值為01P。滾絲輪的齒高尺寸按下列公式計算得出。

HB4391 - 89《加工鈦合金、高溫合金MJ 螺紋螺栓用滾絲輪技術(shù)條件》。
3 、結(jié)語
本文闡述了修正大徑、短螺紋收尾MJ 加強外螺紋加工用滾絲輪的設(shè)計。采用此滾絲輪加工鈦合金修正大徑、短螺紋收尾MJ 加強高鎖螺栓產(chǎn)品,能較好地滿足產(chǎn)品對螺紋的要求。使用該方案設(shè)計的滾絲輪已在多項產(chǎn)品加工中成熟使用。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)