


摘 要:液壓站是整個液壓系統的一個重要部件,是多種元、附件組合而成的整體,它按主機要求供油,并控制液壓油的流動方向、壓力和流量,其設計質量的優劣與液壓設備性能關系很大。針對原液壓站在使用過程中出現的諸多問題,有針對性地進行分析,指出其存在的弊端,同時對原液壓站進行改造。通過對液壓元件進行選型和驗算,使液壓站性能達到最優化,經過后續的應用實踐來看,該液壓站性能可靠、穩定,故障發生率降低、工作效率提高,完全滿足螺紋加工車床的加工工藝要求。
關鍵詞:螺紋加工車床 液壓站 選型 改造
0 引 言
SL803C 螺紋加工車床是天津鋼管集團股份有限公司從國外引進的螺紋加工專用設備,其具有高切削效率、高自動化和高加工精度的特點,主要用于本公司特殊扣螺紋的加工。液壓站是螺紋加工車床的一個重要組成部分,它按主機要求供油,并控制液壓油的流動方向、壓力和流量,其設計質量的優劣不僅影響液壓設備性能,而且對螺紋加工精度影響很大。
1 、原液壓站原理
原液壓站原理圖如圖 1 所 示 。
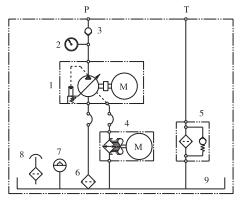
1—液壓泵組;2—壓力表;3—單向閥;4—風冷卻器;5—回油過濾器;6—吸油過濾器;7—液位傳感器;8—空氣過濾器;9—油箱
圖 1 原液壓站原理圖
液 壓 站 由V23A1R-30S12 變排量柱塞式液壓泵、3.7,kW(1,450,RPM)電機、壓力表、出口單向閥、風冷卻器、回油過濾器、吸油過濾器、空氣過濾器、液位傳感器以及油箱等組成。系統額定壓力為 7,MPa,最低工作壓力為 5,MPa,最大流量為 33.35,L/min。液壓泵與電機組成泵源,供往螺紋加工車床的變速缸、平衡缸以及旋轉刀塔動作所需的流量和壓力;為防止系統在靜止時,系統壓力通過液壓泵完全卸荷、防止液壓泵停止時,帶載執行元件的回縮以及系統壓力突然升高,反向傳給液壓泵,避免泵反轉或損壞,在泵出口安裝有單向閥;為防止系統油溫過高,影響系統性能,設置有風冷卻器;為防止任何污染物進入液壓泵及侵入系統或系統內產生的污染物流入油箱,在液壓泵吸口安裝有吸油過濾器,回油管路上裝有回油過濾器;油箱上裝有液位傳感器,以監測油液高度。
2、 存在的問題
①風冷卻器安裝在液壓泵溢流管路上,使泵溢流壓力升高,影響液壓泵的壽命。②液壓泵易發生柱塞折斷、抱死等故障,使用壽命短。③公司近 100 臺螺紋 加 工 車 床 中 ,只 有 該 型 螺 紋 加 工 車 床 使 用V23A1R-30S12 柱塞泵,且訂貨周期長、價格高,互換性和通用性低。④未安裝加熱器。當油溫過低啟動系統時,由于油液黏度過大,阻力損失劇增,不但會造成泵啟動時吸油困難,加速柱塞磨損,而且會使控制閥操作失常,加大設備運行安全隱患。⑤回油過濾器的過濾性能易受系統流量和壓力波動的影響;同時清洗、更換濾器時需停機,影響系統工作。⑥液壓站底座未設置滴油盤,檢修時油液易污染場地,污油難回收。
3 、液壓站的改進
改進措施如圖 2 所示。

1—葉片泵;2、7—單向閥;3—蓄能器;4—壓力表;5—風冷卻器;6—循環泵;8—回油過濾器;9—溫度傳感器;10—液位傳感器;11—液位計;12—吸油過濾器;13—空氣過濾器;14—加熱器;15—油箱;16—滴油盤
圖 2 改造后液壓系統原理圖
①為了提高液壓泵備件的通用性以及互換性,結合現場液壓泵的使用情況,選用 PV7 型限壓式葉片泵。②在泵出口安裝皮囊式蓄能器,目的:作輔助動力源,在瞬間提供大量壓力油,提高加工車床各執行元件動作的穩定性,減少主傳動的功率。③采用獨立的過濾、冷卻回路,對油液進行連續循環過濾,使過濾器免受系統流量、壓力波動的影響,在清洗、更換過濾器時不影響系統工作。④為防止停機后,管路中的油液流回油箱而使油溢出油箱,在回油管路上加裝單向閥,該單向閥還可以防止拆卸管路時虹吸現象的發生。⑤油箱上加裝加熱器,避免油溫過低對系統的影響。
4 、液壓元件的選取與驗算
4.1 液壓泵的選取
改造思路:使用原裝在線電機,通過電機的轉速和功率選擇液壓泵。同時為了提高液壓泵備件使用的通用性、互換性以及采購的便利性,采用葉片泵替換原裝柱塞泵的方案。
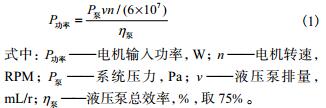
已知:系統最高工作壓力為 7,MPa,電機功率為3.7,kW,轉速為 1,425,RPM。電機輸入功率公式:
將上面已知參數代入公式(1),得:液壓泵排量v = 16.7 mL/r。
根據以上壓力、流量以及轉速的數值查閱產品目錄,確定選取 PV7-1,/16-20 RE01MCO-16 變量葉片泵,其壓力流量曲線(轉速 n:1,450,RPM)如圖 3所示。

圖 3 壓力流量特性曲線
4.2 蓄能器(皮囊式)的選取
螺紋加工車床在 3,s 內需要 ΔV (有效容積)為1.2,L 液壓油。最高工作壓力 P2 為 7,MPa,最低工作壓力 P1 不得低于 5,MPa(低于 5,MPa 系統報警)。工作溫度為 25~55 ℃。
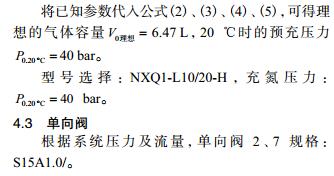
確定所需氣體容量:因這是一個快速過程,所以氣體的狀態變化可視為絕熱的變化。經查資料,多變指數 n = 1.4 。

4.4 風冷卻器、油箱及循環泵的選取
4.4.1 油箱
該液壓系統在整個工作循環中,較大能量損失(此時的泵壓力為 7,MPa,0 排量工況時的泄漏量 0 q為 4,L/min)所占工作循環時間比例為 75%,。查資料,該型車床允許油液溫升 Δ = T 25 K。
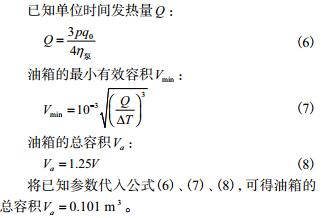
考慮現場空間位置的局限性,以及結合各執行元件的最大需油量,最終選用 40,L 容積油箱。由于選用 40,L 油箱容積小于 101,L,所以需要設置冷卻器。
4.4.2 風冷卻器
冷卻器安裝在獨立冷卻回路中,優點:單獨液壓泵將熱介質通過冷卻器,使冷卻器免受液壓沖擊的影響。將 40 代入公式(7)、(8),可得 40,L 油箱的單位散熱量為 252,W。
4.4.3 循環泵以及電機
根據已知參數,選用齒輪泵,型號:CB-B6,驅動功 率 為 0.31,kW ;電 機 功 率 為 0.37,kW ,轉 速 為1,450,RPM。
4.5 加熱器的選取
電加熱器的功率公式:
將已知參數代入公式(10),可得電加熱器的功率P≥1,852,W。電加熱器型號:GYY2-220/2。
4.6 過濾器的選取
過濾器的通油能力按大于實際通過流量的 2 倍以上選取。
4.6.1 吸油過濾器
已知液壓泵的流量為 23.8,L/min,過濾器型號:WU-63×180。
4.6.2 回油過濾器
型號:RFP/HC60DL20C1.X/-V。4.7 管路通徑及壁厚選取管子內徑 d (mm)的計算公式:

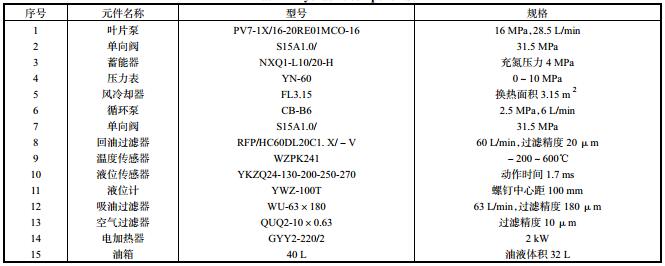
表 1 液壓元件匯總表
5 、結 語
對 4 臺 SL803,螺紋加工車床液壓站進行改造后,獲得了較好的使用效果并取得了良好的經濟效益。①液壓泵故障率明顯降低,通用性、互換性提高,備件費用降低。②通過對液壓站增設相應液壓元件,使液壓站在壓力、流量、油溫、液位等方面得到穩定控制,滿足了現場的生產要求。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

