


摘要:應用REXROTH DKR系列主軸驅動器改造RENAULT自動化數控機床,詳細介紹DKR系列主軸伺服驅動器的選型、硬件配置、參數設定、接口信號、安全調試等。
1.背景
XF0218是RENAULT自動化1995年為神龍汽車公司襄陽工廠設計制造的一臺數控車拉床,用于01發動機車間曲軸L1線EC曲軸連桿徑車拉加工。該機床數控系統采用法國NUM1060系列,主要控制軸有刀盤進給X軸,刀盤旋轉C軸,工件旋轉主軸S軸。S軸采用機械花鍵軸連接的方法來實現頭尾架同步,即頭架驅動電機通過減速箱驅動頭架來帶動曲軸,同時又通過一長花鍵軸將動力傳到尾架,再經過減速箱使尾架與頭架實現同步,X軸使用光柵尺反饋保證加工精度,C軸和S軸使用外置編碼器保證旋轉精度,主軸S軸同時使用外置傳感器檢測初始原位,保證機械手上下料不與卡盤干涉。
由于該機床的主軸S軸工作負荷較大,加工時啟停頻繁,加之備件老化等原因,導致主軸驅動器損壞率較高,維修成本居高不下。同時該型號的RAC驅動REXROTH已經停產數年,損壞的驅動備件一般依靠外委維修來維持。為了保障公司的產能提升需求,降低維修成本,率先對該機床主軸伺服驅動實施改造勢在必行。
2.主軸驅動選型
2.1原主軸驅動介紹
原主軸驅動器型號為REXROTH RAC2.2-250-380-A00-W1,由數控系統NUM1060輸出±10V模擬電壓作為主軸驅動的指令電壓,主軸上安裝外置編碼器為數控系統提供角度位置反饋信號,實現主軸位置環控制。原數控系統和驅動器實物如圖1、圖2所示。

圖1 NUM數控系統及REXROTH進給驅動
圖2 原RAC主軸伺服驅動
2.2原RAC主軸伺服系統的主要缺點
原RAC主軸伺服驅動為REXROTH早期主軸驅動產品,主要存在如下缺點:
----穩定性差,易受溫度影響而產生“零漂”,夏天尤為明顯
----反映其動態性能的“特征卡”由模擬元器件構成,其穩定性較差
----該驅動器的控制部分由“模擬型”控制單元構成,調節精度有限,負載適應能力較差,損壞率較高
3.新驅動器選型
3.1選型原則
----主要功能匹配
該機床主軸具有定位功能,旋轉速度可精確調整。
----負載能力匹配。
伺服驅動和原電機功率相匹配。
----電壓等級匹配
采用標準三相交流380V主電壓。
----安裝方式匹配
新驅動尺寸大小與原驅動尺寸相差不大,便于在電柜原位置安裝。
3.2主軸伺服驅動選型
綜合上述選型原則及匹配情況,本次改造主軸驅動器選型為REXROTH主軸數字型驅動器DKR系列。同時,考慮到機床主軸負荷較大及原伺服驅動功率部分容易損壞的情況(原驅動為250A),本次改造決定適當提高驅動器容量,使用300A功率單元驅動器,其型號為DKR02.1-W300N-BA03-01-FW。另外,該型號伺服驅動可完全兼容原主軸伺服電機,因此原主軸電機不用更換。
4.改造方案
4.1總體方案
保留原機床控制柜的NUM1060數控系統,保留X軸、C軸驅動及電機、電纜,保留原主軸伺服電機,拆除原主軸RAC伺服驅動系統,用REXROTH DKR伺服驅動系統替換改造S軸,同時更換主軸電機動力電纜及反饋電纜。根據新舊主軸伺服驅動接口信號的差別,重新制作相關信號接口電纜。改造后電氣控制示意圖如下圖3所示。
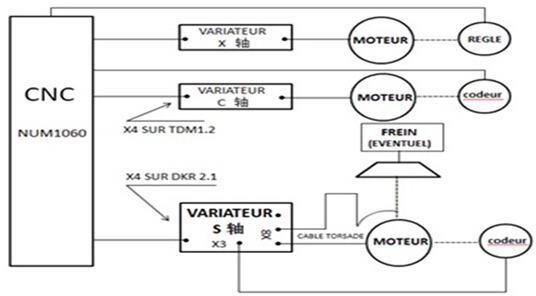
圖3 改造后電氣控制示意圖
改造后,主軸伺服驅動指令仍然使用來自原NUM1060數控系統軸卡的±10V模擬電壓,電機速度反饋信號經DKR驅動器的編碼器仿真卡轉換后輸出到數控系統,實現位置環控制。
DKR伺服驅動系統的相關配置如下:
硬件方面:
① 驅動器功率及控制單元:DKR02.1-W300N-BA03-01-FW
② 固化軟件模塊:FWA-DIAX03-AHS-03VRS-MS
③ 指令接口板:DSS2.1M
④ 電機編碼器反饋板:DEA4.1M
⑤ 軟件模塊:DSM2.3-FW
⑥ 根據控制原理增加必要的電器元件如:中間繼電器、參數鑰匙、接線端子等
參數方面:
主軸伺服驅動參數按照實際情況重新配置并調整
4.2 DKR主軸伺服驅動各功能接口說明
4.2.1 DKR各功能接口定義
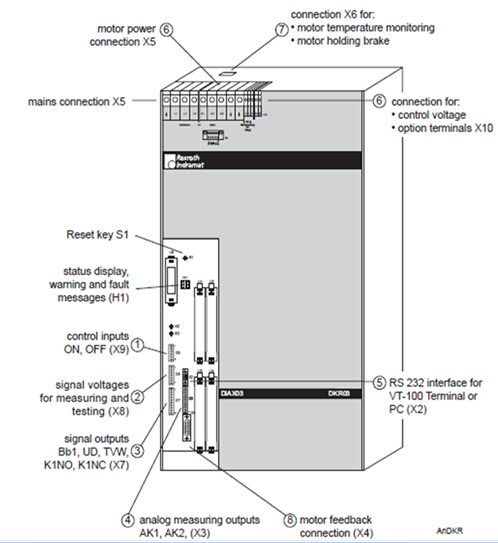
圖4 DKR各功能接口定義示意圖
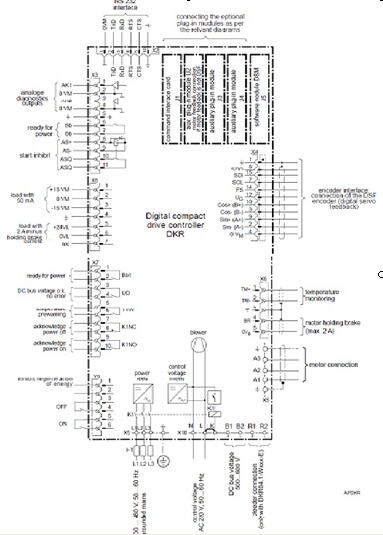
圖5 DKR主軸驅動接口信號圖
其中:
X2:RS232接口;
X3:模擬量診斷輸出、電源準備信號、上電初始化;
X4:電機編碼器反饋;
X6:電機溫度及抱閘監控;
X7:反饋給數控的輸出信號,包括準備信號,直流總線電壓信號,溫度報警等;
X8:信號電壓,用于信號測試;
X9:內部功率單元接觸器輸入控制;
X75(U1):指令接口板DAE2.1M;
X17(U2):輸入輸出控制板DEA4.2M;
X50(U3):編碼器接口板DZF2.1;
4.3新舊驅動接口區別
從以上新舊驅動結構圖可以看出,兩者之間差異點最多處在于X75,X17兩塊,其中,X17為主軸定位用。
X75連接的信號有:
① 10V模擬電壓輸入E1、E2
② 動使能信號RF
③ 動停止信號AH
④ 障清除CLR
⑤ 部24V電源
X17連接的信號有:
① Home switch
② Pos1
③ Pos2
④ Pos start
⑤ N=CMD
⑥ N<MIN
⑦ 90%Load
⑧ In pos
X50為電機編碼器接口,接線圖如下圖6所示:
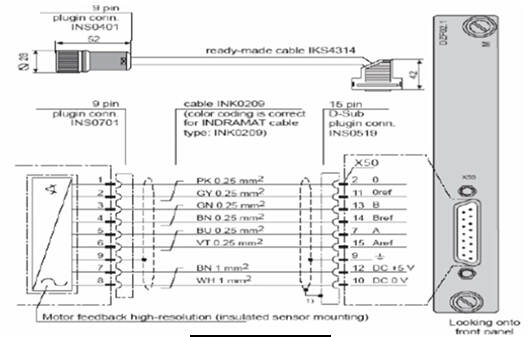
圖6 編碼器接口信號圖
4.4.線路更改
新舊驅動主要接線對照表




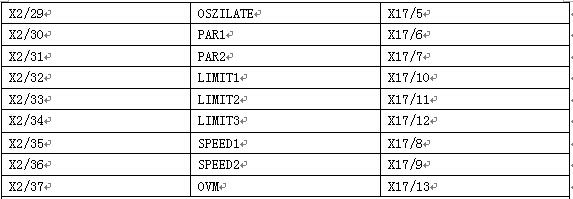

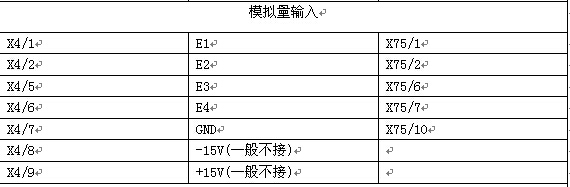
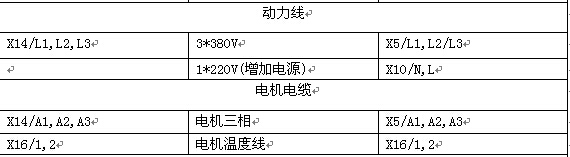

表1 新舊驅動接口信號更改比較
4.5.PLC程序更改
本次改造,需要對主軸定位控制部分和主軸解鎖修改部分PLC程序進行修改,更改后的PLC程序如圖7所示。
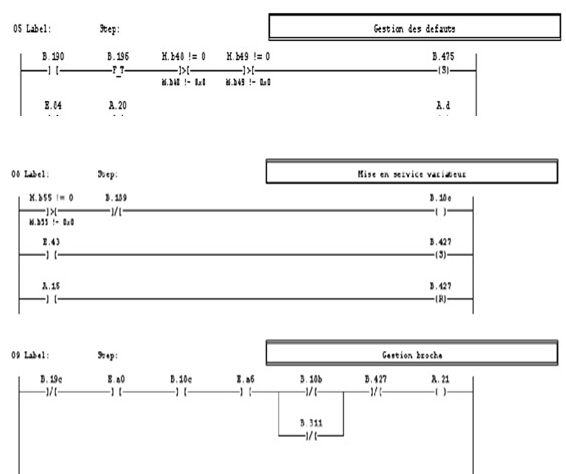
圖7
4.6主軸定位(回零)功能的實現
該主軸除加工過程中使用1400轉左右加工零件外,還需要定位功能,以實現機械手在上下料過程中準確抓放料。為實現此功能,需根據情況設置以下主軸驅動器參數:
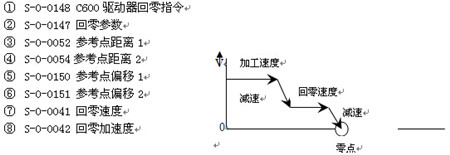
加工過程中回零示意圖如圖8所示。
5.調試
該伺服系統采用專用軟件“DriveTop”對各軸參數進行設定和調試。軟件“DriveTop”以系統控制原理的形式展現了伺服系統各單元的參數。各參數的選項以下拉菜單的形式供用戶選擇。用戶還可根據自己的需要組建適合自己的系統。如調節器類型選擇、擾動輸入選擇、仿真卡選用等。此軟件還可用作伺服系統的手動動作,如選擇相應的軸作任意速度運轉。這個功能在調試和故障處理時很有幫助。該軟件還帶有示波器功能,可用于觀察伺服系統的動態特性,為參數的精確配置提供檢測工具。
使用DriveTop軟件設置主軸驅動器參數流程如下:
① 通訊方式設定
② 電機參數設置
③ 操作模式選擇
④ 電機編碼器類型選擇
⑤ 齒輪傳動比及負載類型設定
⑥ 速度環斜率
⑦ 模擬量輸入設置
⑧ 驅動器極限設置
⑨ 控制環(位置、速度、電流)設定
⑩ 回零/電機編碼器設定
? 錯誤響應
? 急停功能設定
? 狀態信息(到位窗口等)設定
? 主軸定位設定
? 編碼器仿真卡設定
本次改造調試過程中,出現過主軸定位故障和驅動器過流報警(F228),通過優化增益、加減速度、回零速度等參數得以解決。
6.結束語
DKR系列主軸伺服驅動是REXROTH推出的一款全新的數字化的主軸驅動,具備控制精度高、相應快、性能穩定等優勢。此次改造項目完成后,效果顯著,機床故障率大大降低,尤其是主軸伺服驅動的故障率明顯降低,大大提高了設備可靠性,降低了備件的消耗,為公司節約了維修成本并創造了較大的經濟效益。同時,此次改造,為公司后續類似設備的改造提供了很好的技術指導作用。
參考文獻:[1] RENAULT自動化設備資料 [2] REXROTH電氣資料光盤
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

