



hyperMILL:把“神棍”拉下神壇——整體式KN95熔接齒模的編程與優化
2020-5-21 來源:-- 作者:-
摘要:熔接齒模是各類全自動和半自動口罩機的核心零部件,一度被譽名為“神輥”。本文基于OPEN MIND公司hyperMILL軟件的加工功能,針對整體式KN95口罩熔接齒因結構復雜而導致數控編程和加工難度大的特點,實現數控加工編程及加工工藝優化的過程。本文通過軟件中五軸形狀偏置和五軸輪廓加工指令,為解決熔接齒模在加工過程中加工空間狹窄,切削刀具小,刀具壽命短,其他軟件程序抬刀、跳刀、空刀過多導致加工效率低下的問題提供了一些解決方法與實用技術。結果表明hyperMILL軟件可以簡化編程的過程,提高編程和加工的效率,充分發揮多軸數控加工的技術優勢,幫助數控加工企業充分利用現有設備,快速應對市場變化,并為其它同類復雜零件的編程加工提供了重要依據。
口罩熔接齒模是各類全自動和半自動口罩機的核心零部件。該模具的加工質量對于口罩在加工成型的生產過程中有著非常大的影響,稍有偏差口罩便面臨著切不斷,邊緣有毛邊甚至出現刀口崩裂的狀況。該模具也因結構特殊,加工精度要求高,數控編程復雜和加工難度大等特點一度也譽名為“神輥”。如何快速準確的實現數控加工編程和加工工藝優化,提高加工精度及加工效率成為該產品加工的關鍵。
hyperMILL是德國OPEN MIND 公司的一款CAM軟件,其軟件中的五軸形狀偏置和五軸輪廓加工指令,為熔接齒模在加工過程中因加工空間狹窄,切削刀具小,刀具壽命短,其他軟件程序抬刀、跳刀、空刀過多導致加工效率低下的問題提供了一些解決方法與實用技術。
整體式KN95熔接齒模模型
熔接齒模是打片機上最為主要部件之一,用于熔切無紡布。熔接齒模最為主要的位置由壓花齒、切刀口和送料齒三部分組成,其中壓花齒與切刀口保證口罩的壓印與切斷,兩側送料齒保證無紡布的輸送。工作時熔接齒模呈軸向旋轉運動,通過超聲波超聲振動原理對多層無紡布進行熱熔與切削。本文所研究的熔接齒模是整體式KN95口罩熔接齒模,如圖1所示。

圖1 整體式KN95熔接齒模及其主要結構
整體式KN95熔接齒模的外形尺寸如圖2所示。該模型為一出一熔切一體式熔接齒模,模具總長285mm,最大外徑Φ79,切刀口角度為60°,壓花齒與送料齒數分別為380、120個,間距為1mm。
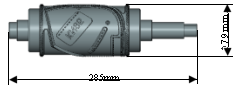
圖2 整體式KN95熔接齒模外形尺寸圖
整體式KN95口罩熔接齒模結構復雜,加工難度大,其數控編程和加工的難點主要有以下幾點:
(1)壓花齒與送料齒間距小,加工效率低、易斷刀;
(2)切刀口處要求寬度均勻,一般控制在0.1mm~0.3mm, 并保證刃肩光順,因與壓花齒距離較近,只能選用小刀進行粗、精加工,效率低下,加工效果不佳;
(3)壓花、送料齒與切刀口存在一定量落差,落差若不同軸則造成口罩壓花印高低,將直接對模具使用產生影響。
KN95熔接齒模數控編程
hyperMILL是集成化NC編程的CAD/CAM軟件[1],其多軸模塊為熔接齒模提供了高效可靠的編程與加工方案。與其它加工軟件相比編程效率高,自帶的加工仿真模塊可檢驗程序的正確性。
2.1 刀具與加工參數選擇
選擇合適的刀具和刀具類型不僅可以保證加工效率,而且能夠滿足零件的加工質量。刀具的選擇需要充分考慮工件的形狀、材料、加工效率和精度等各個方面的因素[2]。KN95熔接齒模加工刀具的選取可遵循以下原則:
(1)粗加工時,在條件允許的情況下應選擇直徑較大的平底銑刀,以提升加工效率;
(2)熔接齒間間距較小,但加工深度較淺,應選擇直徑較小的立銑刀或角度刀;
(3)切刀口是整個模型的關鍵點之一,且切刀口要求較高,可選擇較小的R角刀或者帶角度的成型銑刀。
根據整體式KN95口罩熔接齒模的尺寸、材料等,選擇立銑刀、成型刀分別完成各個加工工序。所選刀具的參數如表1所示。
表1 加工中選用刀具的參數

2.2整體式KN95熔接齒模加工工序及加工參數確定
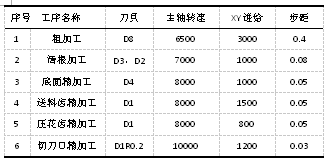
根據所用毛坯的形狀以及整體式KN95熔接齒模的結構特點,將其加工工序分為整體粗加工、清角加工、底面精加工、送料齒精加工、壓花齒精加工、切刀口精加工。各加工工序所用刀具以及加工參數如表2所示。
表2 各加工工序使用的刀具以及參數
2.3數控編程
2.3.1 粗加工
粗銑加工完成了熔接齒模主要加工余量的去除和后續加工余量的均勻化。因此,要求粗加工具有較高的加工效率,在保證不發生干涉且盡可能多的前提下盡可能選擇直徑大的銑刀,以保證加工效率[1]。在hyperMILL軟件上建立圓柱驅動面并法向與驅動面進行加工。最大橫向步距設置2mm,垂直步距0.4mm。底面與側面余量均為0.15mm。生成刀具路徑如圖3所示。

圖3 整體粗加工刀具路徑
2.3.2 清角與二次清角
整體式KN95熔接齒模輪廓島嶼眾多,較為復雜,粗加工后因刀具直徑原因無法保證側面余量均勻化,因此需清角。直接選用D2平底立銑刀進行整體清角時效率低下,為此采用D4、D2平底立銑刀進行清角與二次清角,保證零件側面余量均勻。最大橫向步距設置1.2mm,垂直步距0.08mm,底面與側面余量均為0.15mm。
在hyperMILL軟件中使用“五軸形狀偏置精加工”設置“清角模式”參考刀具為7.5、3.8,加工選項為“側壁”進行零件整體清角。兩次整體清角的刀具路徑如圖4所示。
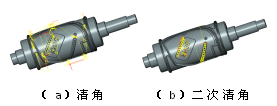
圖4整體清角加工刀具路徑
2.3.3 底面精加工
整體式KN95熔接齒模齒底面加工要求并不高,在整個模具的運行中屬于避空面。但壓花、送料齒頂面要求較高,在使用過程中與無紡布存在直接接觸,其與切刀口頂面存在落差,一般控制與0.15mm~0.2mm之間,若落差不均勻,則直接影響這個模具的使用,為保證齒面與切刀口的落差,在該工序運行前需再次驗證模具在機床上是否位于同軸。為保證加工質量,加工底面時對零件側面留有0.15余量,行距不宜過大,可選擇D4的銑刀進行齒底、齒頂表面精加工。齒底、齒頂表面精加工刀具路徑如圖5所示
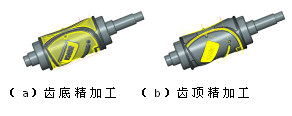
圖5齒頂與齒底加工刀具路徑
2.3.4 壓花齒、送料齒精加工
壓花齒呈環繞形纏繞于整體式KN95熔接齒模表面,起到壓印的作用,數量較多。送料齒在整體式KN95熔接齒模上可壓花齒平齊或稍高于壓花齒面,為更好的保證送料齒的輸送作用,可與切刀口均采用外圓磨床磨削。
壓花齒、送料齒齒間距較窄,數量較多,對側壁的表面要求不高,可選擇D1平底立銑刀采用“五軸形狀偏置粗加工”進行加工,該位置刀路拐角較多,采用刀具路徑倒圓角進行光順過渡。最大橫向步距設置0.4mm,垂直步距0.05mm,底面與側面余量無。壓花、送料齒精加工刀具路徑如圖6所示。

圖6送料齒精加工刀具路徑
2.3.5 切刀口精加工
切刀口是熔接齒模加工要求最高的部位,起到切斷無紡布的功能,加工要求高,若無法保證切刀口寬度,在使用時易發生毛邊、局部未切斷等情況。可選擇D1R0.2 R角刀采用hyperMILL軟件中“五軸形狀偏置精加工”進行螺旋環繞式加工。因在熔接齒模的使用中對切刀口側壁表面質量要求較高,因此軸向進給設置為0.03,以保證表面粗糙度。切刀口加工路徑如圖7所示

圖7切刀口加工刀具路徑
2.3.6 加工仿真與后處理
利用hyperMILL的內部機床或模擬功能進行仿真模擬[3],整個過程未發現干涉、漏切,仿真結果如圖8所示。使用加工中心的操作系統為牧野V33i立式四軸加工中心,刀具路徑經過后處理器處理生成.nc格式的NC文件。

圖8 加工仿真效果
程序優化
3.1 壓花齒程序優化
壓花齒數量眾多,一般在400個齒左右,使用“五軸形狀偏置精加工”效率低下、刀具壽命低下,且跳刀較多。優化后利用hyperCAD-S軟件進行軌跡輪廓線構建,再采用“五軸輪廓加工”,以走輪廓線上的方式進行程序編寫,生成刀路軌跡有以下優點:
(1)跳刀少,基本無空刀;
(2)刀具壽命長;
(3)加工效率提升三倍以上。
壓花齒優化前后刀具路徑如圖9所示。
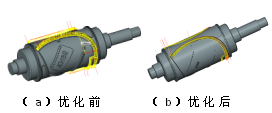
圖9壓花齒優化前后刀具路徑
3.2 送料齒程序優化
送料齒一般呈環繞形均勻附著于熔接齒模表面,起到輸送布料的作用,其數量多、間距小,使用“五軸形狀偏置粗加工”加工效率低,且刀具壽命短。優化后采用“五軸輪廓加工”編寫一齒,使用轉換功能進行圓形陣列并連結工單。該加工方案刀路整潔清晰,最大程度的簡化了刀具路徑。送料齒優化前后刀具路徑如圖10所示。
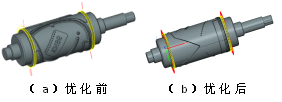
圖10送料齒優化前后刀具路徑
3.3 切刀口程序優化
在加工切刀口時,一般使用“五軸形狀偏置精加工”呈環繞形加工, R角刀分層切削效率低下,且表面效果不佳。優化后采用“五軸輪廓加工”使用成型刀分層加工,大大的提升了加工效率與表面質量。切刀口優化前后刀具路徑如圖11所示。
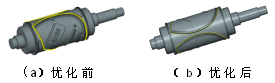
圖11切刀口優化前后刀具路徑
結 論
整體式KN95熔接齒模對制造要求的水平較高,且加工時間加長,制造質量對熔接齒模的性能、使用壽命及應用效果有著重要的影響,因此要制造出一款優異的產品,不僅要有良好的制造方法,還要有良好的工藝作保證。
參考文獻:
[1] 合肥工業大學 張文祥、韓江.基于hyperMILL的整體葉輪五軸數控加工[J].制造技術與機床,2012(6):125—128.
[2] 山東大學 李曉君、劉戰強、沈琦、王兵.基于加工特征的整體葉盤數控編程與加工參數優化.組合機床與自動化加工技術,2019(3):153-156.
[3] 山東大學 趙文明,莊鵬,鞠崗崗等. 基于hyperMILL 的半開式整體葉輪五軸數控編程與加工技術[J]. 組合機床與自動化加工技術,2017( 1) : 70-73.
[4] 上海建橋學院 張云玲. 基于hyperMILL 葉輪模具母輪加工方法的研究[J]. 組合機床與自動化加工技術,2013( 5) : 34-35.
[5] 李亞寧.將hyperMILL用于人工關節的加工CAD/CAM與制造業信息化,2009年(9):32-33.
(來源:杭州蕭山技師學院 / 作者:沈梁、崔凱冬、尹耀、張慶明)
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

