


鏜床加工蝸輪蝸桿箱的夾具設計
2023-8-9 來源:泰安航天特種車有限公司 作者: 王衛
摘要:針對應用鏜床加工蝸輪蝸桿箱時遇到的問題,設計了鏜床加工蝸輪蝸桿箱的夾具。 介紹了這一夾具的結構,以及應用這一夾具后加工蝸輪蝸桿箱的方法。 通過應用所設計的夾具,可以減少鏜床加工蝸輪蝸桿箱時的重復裝夾次數,提高生產效率和加工精度。
關鍵詞:鏜床 蝸輪蝸桿箱 加工 夾具 設計
1、設計背景
鏜床是一種用鏜刀鏜削帶有孔及孔系箱體、焊合類零件的加工機床。 一般用鏜床加工的零件孔徑尺寸較大,精度及孔間距離要求較高,且孔和孔系的軸線有嚴格的同軸度、垂直度、平行度要求。 在鏜床上使用不同的刀具,可以完成零件的鉆削、銑削,以及加工外圓和端面等工序。 筆者單位在加工中使用到的鏜床為TPX6000B/2 臥式鏜床,工作臺尺寸為1100mm×960mm,主軸最大行程為600mm,適合加工大型箱體。 在加工小型箱體時,需多次裝夾。 為提高生產效率及加
工精度,設計了夾具,使蝸輪蝸桿箱在夾具上能一次裝夾進行鏜床加工,保證零件的加工精度。
2、加工精度要求
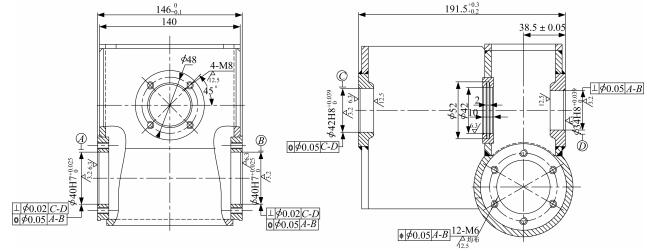
▲圖 1 蝸輪蝸桿箱
3、加工方法
通過觀察蝸輪蝸桿箱的結構,結合鏜床的結構特點,設計出夾具。 將蝸輪蝸桿箱安裝在夾具上進行加工,裝夾方式如圖 2 所示。
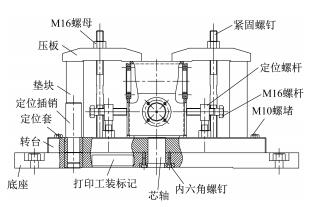
▲圖 2 裝夾方式
夾具主要由底座、轉臺、定位插銷組成。 底座用四個螺栓固定在鏜床的工作臺上,然后用芯軸將轉臺和底座連接到一起。 在轉臺和底座上有四組孔,保證轉臺為90°分度。 轉臺旋轉90°后插入定位插銷,然后用兩組螺栓將轉臺和底座緊固。 蝸輪蝸桿箱裝夾在轉臺上,用兩組定位螺桿將蝸輪蝸桿箱定位后,壓緊蝸輪蝸桿箱開始加工。
這一夾具的優點是能夠實現鏜床工作臺小型化的轉變。 一般在鏜床上加工小型箱體類零件需要二次裝夾,或者將機床主軸延伸至加工端面。 二次裝夾時,需反復校準加工面,工作效率低。 主軸延伸會降低主軸剛性,使加工面的精度不易保證。 無論采取哪種方式,都會對零件加工精度產生影響。 采用所設計的夾具加工蝸輪蝸桿箱時,只需要旋轉工裝轉臺,并不需要對蝸輪蝸桿箱重復裝夾,也不需要延伸機床主軸過長,保證主軸加工蝸輪蝸桿箱時的剛性,減小零件二次裝夾引起的裝夾誤差。通過轉臺的回轉功能,也能保證蝸輪蝸桿箱的形位公差。采用所設計的夾具加工蝸輪蝸桿箱時,形位公差見表 1,尺寸公差見表 2。
表 1 形位公差
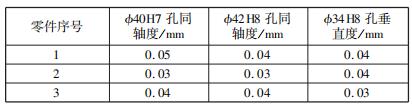
表 2 尺寸公差 mm
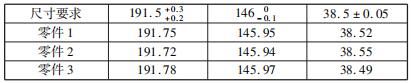
采用所設計的夾具加工得到的蝸輪蝸桿箱,主要加工孔的形位公差及尺寸公差都能滿足圖紙要求,并且采用夾具裝夾時,不需要二次裝夾,生產效率提高了20% 以上,進而為蝸輪蝸桿箱的批量生產打下了堅實的基礎。
4、結束語
通過加工蝸輪蝸桿箱,發現在鏜床上加工小型箱體類零件需要多次裝夾,生產效率低。 為減少裝夾次數,設計了夾具進行加工。 將夾具裝夾在機床工作臺上,然后將蝸輪蝸桿箱裝夾在轉臺上,一次裝夾,通過夾具上的轉臺,就能完成蝸輪蝸桿箱四個面的加工部分,并且加工精度能夠得到保證,生產效率提高20% ,滿足批量生產的要求。 所設計的夾具可以延伸到其它零件的加工中,改變轉臺的結構來裝夾不同的零件。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

