


銅鎢電極材料的電加工性能實(shí)驗(yàn)研究
2017-3-17 來源:上海交通大學(xué)機(jī)械與動(dòng)力工程學(xué)院 作者:雍耀維 郭常寧
摘要:銅鎢合金電極材料在加工硬質(zhì)合金時(shí),常以其相對(duì)損耗較小而受到用戶的青睞,加之銅鎢合金電極的熱穩(wěn)定性好,因此在現(xiàn)場(chǎng)使用銅鎢合金電極加工硬質(zhì)合金的場(chǎng)合較多。用實(shí)驗(yàn)的方法對(duì)不同配比的銅鎢合金材料作為電極進(jìn)行深入研究,針對(duì)不同需求尋求最佳配比的銅鎢合金電極。考察了材料中的成分含量變化對(duì)電火花加工特性的影響,用能量分配以及電子逸出功的原理分析了材料去除速度、相對(duì)電極損耗與電極材料特性以及電參數(shù)之間的關(guān)系。研究發(fā)現(xiàn),極間電壓160 V左右采用窄脈寬時(shí),電極cu,,w可以獲得較好的工藝效果,含銅量少的cu笛w電極相對(duì)損耗最小。
關(guān)鍵詞:電火花加工;銅鎢合金;電極材料;加工特性
0.前言
在電火花加工中,用作工具電極的材料可達(dá)上百種,但主要有純銅(或紫銅)、石墨、銅鎢合金、銀鎢合金以及其它銅合金等。而在精密模具制造中,由于各個(gè)主要零部件尺寸精度和形狀精度要求較高,為了保證加工后零件主要尺寸和形狀的精度,在工具電極材料的選用時(shí),常以電極損耗小為原則。銅鎢合金電極材料(下稱:CuW電極)在加工硬質(zhì)合金工件時(shí)以其損耗率較小,特別是棱角部的損耗要比紫銅、石墨等電極明顯小因而受到用戶的青睞,加之CuW電極的熱穩(wěn)定性好,因此在生產(chǎn)中通常使用CuW來滿足經(jīng)濟(jì)性與性能要求。過去,在研究CuW電極加工硬質(zhì)合金的文獻(xiàn)中,多數(shù)是討論單一CuW成分的電極加工硬質(zhì)合金時(shí)的放電加工特性¨J,由于CuW合金中的主要成分是銅和鎢,二者的物理特性差異較大,銅的導(dǎo)熱率要比鎢的高,而鎢的熔點(diǎn)又比銅高出很多,當(dāng)銅在CuW合金中的含量較少時(shí),電極的損耗較小,但是這并不是說銅越少損耗越低,因?yàn)椴缓~的鎢電極消耗反而大,也就是說消耗存在一個(gè)最佳電極損耗比例,也就是說材料改變時(shí),放電加工特性會(huì)有所不同,具體機(jī)制研究仍需實(shí)驗(yàn)研究和分析。本文作者用實(shí)驗(yàn)的方法考察了不同電極材料的放電加工特性,從能量分配以及電子逸出功的原理分析了電極材料與放電加工特性的關(guān)系,力求找到一種銅鎢合金的最佳配比,得出一些指導(dǎo)生產(chǎn)銅鎢合金電極材料的有益的結(jié)論。
1.實(shí)驗(yàn)設(shè)計(jì)
為了深入研究CuW電極對(duì)放電加工特性的影響規(guī)律,考察利用不同CuW材料作為電極材料時(shí)的放電電壓以及峰值電流、開路電壓和脈沖寬度變化對(duì)材料去除速度、相對(duì)電極損耗的影響趨勢(shì)。該實(shí)驗(yàn)加工深度為1 nMn。實(shí)驗(yàn)條件如表1所示。
表1實(shí)驗(yàn)條件
電極材料為cu笛w、cu如w和Cu,,W 3種銅鎢電極;電極材料為銅粉和鎢粉末,化學(xué)成分如表2所示按照Cu:W質(zhì)量比分別為25:75,50:50和75:25配料。工件材料是硬質(zhì)合金(YGl5)。加工速度通過計(jì)算每分鐘工件的質(zhì)量得到,相對(duì)電極損耗通過計(jì)算電極損耗量與加工速度的比值得到。
表2 CuW合金粉末成分(質(zhì)量百分比)
2.銅鎢電極材料性能
表3是銅鎢含量不同時(shí)銅鎢合金以及銅和鎢的物理特性參數(shù)。
表3不同電極材料特性
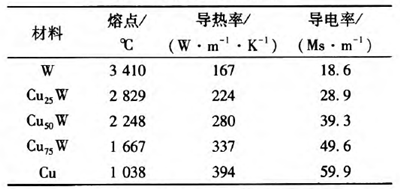
從表3中可以看出鎢的熔點(diǎn)是銅的3倍左右,而銅的導(dǎo)電率是鎢的3倍左右,導(dǎo)熱率和導(dǎo)電率隨著鎢的含量的降低而增加。鎢、銅的熔點(diǎn)相差很大,鎢的熔點(diǎn)高于銅的沸點(diǎn)且鎢銅不互溶,一般的熔煉方法難以生產(chǎn)出鎢銅復(fù)合材料,目前是通過粉末冶金方法得到鎢銅合金材料。其制取方法主要分為兩大類:熔滲法和燒結(jié)法H]。在銅鎢電極中,鎢構(gòu)成該復(fù)合材料的耐熔相,起到骨架作用,保持制品的幾何形狀;銅構(gòu)成材料的易熔相,具有良好的導(dǎo)熱性。本文中使用的銅鎢合金是通過燒結(jié)法獲得的.其制造工藝路線為:擠壓,燒結(jié);擠壓,燒結(jié);再擠壓,再燒結(jié);再擠壓燒結(jié),最后滲透。
3.實(shí)驗(yàn)結(jié)果和討論
3.1材料去除速度分析
圖1表示當(dāng)脈寬為25斗s不同開放電壓條件下,材料去除速度與電極材料中銅鎢含量成分比例之間的關(guān)系。由圖可知在實(shí)驗(yàn)范圍內(nèi)的電壓條件下,無論開放電壓為多少,材料去除速度先隨著銅含量的減小而變小,當(dāng)銅含量為75%左右時(shí),即選用電極Cu,,w時(shí),去除速度最大為17 mg/min;另一方面,材料的去除速度隨著開放電壓增大而增加,在開放電壓為160 V時(shí),達(dá)到最大,但是開放電壓的進(jìn)一步增加材料去除速度有所降低。這是因?yàn)楫?dāng)開放電壓增高時(shí),由于電場(chǎng)強(qiáng)度等于電壓除以極間距,如果極間距相同,電壓增高,電場(chǎng)強(qiáng)度必然增大,所以在高的電場(chǎng)強(qiáng)度條件下,放電時(shí)極間介質(zhì)擊穿的幾率就會(huì)增大,每一個(gè)火花的能量增高,也就是材料的去除速度會(huì)增加;但是電壓過高的時(shí)候,勢(shì)必造成能量密度過大,讓加工工件來不及冷卻,降低材料去除速度。
圖2是在開路電壓為160 V時(shí),不同脈寬條件下,材料去除速度隨電極材料中銅鎢成份含量比例變化的曲線。由圖2可以看出,不論何種脈寬條件,去除速度隨著電極材料中銅含量的減小隨之變小,表現(xiàn)出與隨電壓變化一致的規(guī)律。在選用材料為Cu,,w時(shí),即銅含量為75%左右時(shí),去除速度最大。同時(shí)脈寬的增加會(huì)使得材料去除速度下降,即在脈寬為25汕s時(shí)其加工效果最佳。究其原因,脈寬增大的時(shí)候,放電通道擴(kuò)張,則單位面積上能量的密度隨之減小,所以通過放電離子通道提供的能量不能提供足夠的爆炸力去除工件表面的熔化材料;因此,較多的熔化物殘留在加工表面,使得材料去除速度變慢。
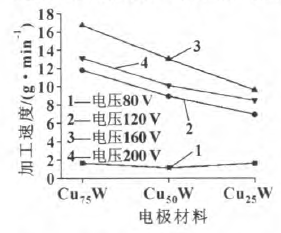
圖1不同電壓下加工速度與電極材料之間的關(guān)系
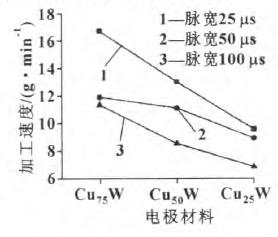
圖2不同脈寬下加工速度與電極材料的關(guān)系
當(dāng)電極的電阻不同時(shí),則使得放電波形前沿斜率也不盡相同,但電極的電阻較小時(shí),則脈沖的前沿斜率就比較大,反之,電阻越大,脈沖的前沿斜率越小H1。由于前沿斜率不同,造成帶電粒子和電荷對(duì)放電點(diǎn)的沖擊不同,斜率越大則沖擊越大。當(dāng)占空比一定,脈寬較短的時(shí),單位時(shí)間內(nèi)的火花的數(shù)目增多;在有效的脈沖中,當(dāng)脈沖數(shù)目增多后,相應(yīng)的對(duì)電極沖擊的量也會(huì)增大,結(jié)果表現(xiàn)為材料去除速度的增加。從單發(fā)放電的角度來說,這種作用的結(jié)果不明顯,但是在經(jīng)過若干萬次甚至上百萬次的放電之后,這種作用結(jié)果疊加在一起,差別就明顯了。所以,隨著脈沖寬度的增大,材料的去除速度會(huì)降低。
從參考文獻(xiàn)[8]中可知由于材料不同,其極間電壓也有有所不同,cu,,W(17.13 V),Cu。W(16.9 V),Cu笛W(16.5 V)。而且由于電極電阻的不同,施加在通道內(nèi)的電壓就會(huì)不同。在所有的電極中,銅鎢電極的熔點(diǎn)隨著鎢含量的增大而增高,電阻同時(shí)也隨之增大。假如電阻每改變降低(升高)一個(gè),隨之脈沖能量的變化升高(降低),則在單位時(shí)間內(nèi)能量的變化就是該時(shí)間段內(nèi)每一個(gè)脈沖能量變化的積分值;所以經(jīng)過成千上萬的脈沖后由電極阻值不同而引起的能量的變化不容忽視。當(dāng)電阻很小時(shí),放電速度快,也就是脈沖能量較大,所以此時(shí)會(huì)產(chǎn)生大量的熱,能量在較短的時(shí)間內(nèi)急劇增大,放電痕增大,由放電形成的屑滯留在間隙中,最終電極和工作屑之間放電,工作屑又和工件表面放電,真正消耗在工件表面的能量都經(jīng)過加工屑的分散,材料的去除速度就變的很小。用銅鎢合金作為電極材料,鎢元素的存在,讓電極的電阻增大,放電速度變慢,使得能量適中,隨之材料去除速度增大;但是,當(dāng)鎢的含量過大,電阻太大,反而使得能量值過低,則材料去除速度明顯下降。
從放電的角度分析,放電通道是由陰極(一)、陽極(+)和等離子體所構(gòu)成。在陰極和陽極都有壓降區(qū),其電壓降數(shù)值比放電通道的其余部分大而且電位梯度大,相應(yīng)電場(chǎng)增大,在電場(chǎng)作用下,開始場(chǎng)發(fā)射電子。同時(shí)在陰極是供給攜帶電流的電子,發(fā)射電子的陰極點(diǎn)被灼熱到足夠高溫度,此刻開始熱致發(fā)射電子,能使電子獲得足夠大的能量而逸出陰極表面,靠近陰極表面的正離子在表面前方形成的電場(chǎng)也有助于逸出電子。由于銅和鎢的逸出功很相近,但是在CuW電極中,電子逸出功降低,使電子的發(fā)射容易的多,致使在通道中的電子數(shù)量的增大,而通道中的電流95%是由電子的移動(dòng)形成的∽1,所以最后轟擊工件的電子數(shù)量增大,材料的去除速度增大。但是隨著脈寬增大,會(huì)因?yàn)殡娮拥臄U(kuò)散作用而使陽極(工件)放電斑增大,降低其電流密度,從而影響電極表面的金屬蝕除量。
3.2電極損耗分析
圖3表示了隨電壓變化時(shí),相對(duì)電極損耗與與電極材料中銅鎢含量成分之間的變化趨勢(shì),相對(duì)電極損耗隨著開放電壓增大而增加,在開放電壓為160 V時(shí)最大,但是開放電壓過高后,相對(duì)電極損耗開始下降。隨著電極中銅含量的減小,相對(duì)電極損耗逐漸減小,即當(dāng)選用電極Cu:,W時(shí),其相對(duì)電極損耗最小,而cu,,w電極損耗最高。這是因?yàn)楫?dāng)開路電壓升高的時(shí)候,電極間的放電電壓也就會(huì)相應(yīng)的升高,所以電極間的能量也會(huì)卜升.隨之電極的損耗就變大。
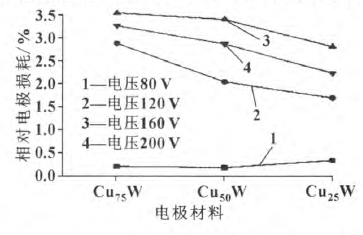
圖3不同電壓下相對(duì)電極損耗與電極材料之間的關(guān)系材料之間的關(guān)系
圖4中可以看出相對(duì)電極損耗隨電極中銅含量的減小而減小,同電壓特性一致:電極Cu笛w加工時(shí)其相對(duì)電極損耗最小,而cu,:w電極損耗最高。而隨著脈沖寬度變長(zhǎng),則電極損耗越小。這是因?yàn)楫?dāng)脈寬增大時(shí)候,則脈沖的能量也增大,此時(shí),通道也隨之?dāng)U張,能力密度就會(huì)降低;傳遞到電極上的能量就更容易在較長(zhǎng)時(shí)間內(nèi)被傳遞出去,這些都會(huì)使得相對(duì)電極損耗降低.
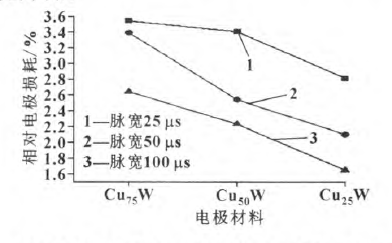
圖4不同脈寬下相對(duì)電極損耗與電極材料之間的關(guān)系
根據(jù)電極材料的物理屬性:在銅鎢電極的導(dǎo)電率和導(dǎo)熱率都隨著銅含量的增大而增大,這會(huì)使得傳遞在電極上的熱量很快被傳遞到其他的地方,所以較少的能量都被電極吸收,所以銅鎢電極的損耗會(huì)隨著銅的含量的減小而減小。
從銅鎢合金電極的制造工藝考慮,在鎢含量較高的時(shí)候,這種方法通常會(huì)產(chǎn)生很多的氣孑L,這主要是因?yàn)殒u和液體銅的互溶性不好造成的。多孔性就會(huì)成為影響電火花加工特性的主要因素。氣孔較多會(huì)產(chǎn)生較大的電阻和弱的粒子結(jié)合力。這些氣孔會(huì)減小橫截面積,根據(jù)電阻的表達(dá)式R=pL/S(這里p是電阻率,L是導(dǎo)體長(zhǎng)度,s是橫截面積)可知,電極的電阻值增加,當(dāng)電流值設(shè)定以后,通道中的能量隨著鎢含量的增大降低,也就是通過放電通道傳遞給電極的能量就會(huì)減小,但是由于電極本身的電阻值的增大會(huì)使之獲得更多的能量,所以用來蝕除電極的能量也就會(huì)隨著鎢含量的增大而增大,所以電極損耗會(huì)隨著鎢元素的增加而增大,而鎢電極因?yàn)槠淙埸c(diǎn)和沸點(diǎn)都很高,所以保持較低的損耗。
如果陰極是低熔點(diǎn)材料,則不能在高溫下存在,所以電子的逸出主要依賴于陰極表面的電場(chǎng)強(qiáng)度,如果材料的導(dǎo)熱性好,放電點(diǎn)附近的溫度梯度要比高熔點(diǎn)的材料小得多,所以電極表面電場(chǎng)變化時(shí)放電點(diǎn)能在陰極表面快速移動(dòng),電極損耗會(huì)很低。CuW電極的電子逸出功就要比銅或者鎢的低¨.,所以電子很容易就逸出,在通道中電子的數(shù)目增大。電子高速奔向陽極,并與陽極逸出的原子流(因?yàn)殛枠O的壓降一般很小)碰撞,使有些沒有電離原子產(chǎn)生電離,這樣奔向陰極的正離子的數(shù)量也會(huì)增大,在高溫作用下,場(chǎng)致發(fā)射電子和熱致發(fā)射電子共同左右,所以作為陰極的電極的損耗取決于材料本身的物理特性如熔點(diǎn),導(dǎo)熱等,Cu笛w雖然導(dǎo)熱率低,但熔點(diǎn)高,在短脈沖下熱量來不及傳導(dǎo),凸顯了熔點(diǎn)的作用,所以其電極損耗會(huì)下降,而Cu75W熔點(diǎn)要低,導(dǎo)致?lián)p耗增加。
3.3 實(shí)驗(yàn)驗(yàn)證
通過以上實(shí)驗(yàn)分析,在加工過程中,加工速度和相對(duì)電極損耗都會(huì)隨電極材料中銅含量的減小而減小。因此建議在粗加工是可選用Cu,,w電極,而精加工時(shí)刻采用Cu為W電極。選擇電壓160 V,脈沖寬度100斗s進(jìn)行驗(yàn)證實(shí)驗(yàn),加工速度可達(dá)19.5mg/min,而電極損耗1.75%左右。
4.結(jié)論及展望
通過一系列的試驗(yàn)研究,結(jié)果表明:
(1)開路電壓越高,則材料的去除速度也越高,但是當(dāng)電壓過高時(shí),材料去除速度反而會(huì)下降,較優(yōu)的開路電壓為160 V;電極的損耗也會(huì)隨著開路電壓的升高而增大。脈沖寬度越大則材料去除速度越小,隨著脈沖寬度的增大,電極的損耗隨之降低。
(2)隨著電極材料中銅含量的減小,材料的去除速度和相對(duì)電極損耗都隨之減小;電極采用Cu,,W時(shí),加工性能最佳。而電極采用cu笛w時(shí),相對(duì)電極損耗最佳。因此建議在粗加工是可選用cu,,w電極,而精加工時(shí)刻采用Cu巧w電極。
(3)整個(gè)實(shí)驗(yàn)中只考慮了加工速度以及相對(duì)電極損耗受電極材料成分影響,而沒有考慮到加工表面質(zhì)量。因此后期研究中需對(duì)不同成分配比的電極對(duì)加工表面質(zhì)量影響深入研究。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別