


電火花線切割加工 Cr12Mo V 的溫度場仿真分析研究
2017-5-15 來源:太原理工大學 機械工程學院 作者:殷靜凱,李文斌
摘要:隨著制造業的快速發展,科學經濟地提高電火花線切割加工 Cr12Mo V 模具鋼的加工質量變得尤為重要。為了滿足這一要求,通過仿真模擬電火花線切割加工 Cr12Mo V 鋼的溫度場分布,來預測峰值電流的改變對表面粗糙度的影響,將白層厚度考慮在內并且修正仿真凹坑深度值后,與實際加工的結果進行對比驗證,得出了更為吻合的修正凹坑深度曲線與表面粗糙度曲線,證實了利用 ANSYS 有限元分析軟件模擬電火花加工溫度場進行電參數的合理選擇,以此改善加工質量的可行性。為實際生產中電火花線切割加工 Cr12Mo V 提供理論指導。
關鍵詞:Cr12Mo V;電火花線切割加工;ANSYS;峰值電流;溫度場
1.引言
隨著電火花加工技術的快速發展,電火花線切割加工被廣泛的應用于模具工業、航空航天等領域[1]。而 Cr12Mo V 作為一種重要的模具鋼,為滿足其在加工方面高效率、高質量的要求,人們利用正交試驗和各種優化方法來選擇電火花線切割的電參數與非電參數。但是隨著經濟社會的發展,需要探求一種人力物力消耗少的方法對參數進行優化與科學選擇。仿真分析軟件 ANSYS在熱分析方面的強大功能滿足了這一要求。電火花線切割加工的蝕除機理是利用可移動的金屬絲(一般為鉬絲,銅絲),對工件進行放電加工。這一放電加工過程大致包括:極間工作液(介質)的電離、擊穿,形成放電通道;材料的熔化、氣化熱膨脹;材料的拋出;極間工作液消電離[2]。當電極絲與工件間施加足夠高的電壓時介質被擊穿,形成放電通道。通道中的電子高速向正極移動,離子向負極移動,在同樣的電場力作用下,電子質量輕,動能高,與離子在正極附近發生碰撞,動能轉化成熱能,產生遠高于工件熔點的高溫,以致被熔化,甚至氣化的金屬被拋出,并被工作液帶走。由于現有的設備很難觀察到電火花加工的過程,而利用仿真軟件 ANSYS 不僅能夠對此過程有更加形象的認識與了解,而且可對表面粗糙度這一重要的加工性能指標進行預測。故模擬電火花線切割加工 Cr12Mo V 的溫度場具有非常重要的意義,對電火花線切割加工質量能夠滿足制造業快速發展的要求起關鍵性作用。許多學者對有限元仿真線切割加工的溫度場進行了研究。文獻[3]探討了電火花線切割加工鎳基合金 IN718 的溫度場分布,且對材料去除率的仿真結果與試驗結果的進行對比分析。文獻[4]利用有限元分析了電火花線切割加工過程中工件與電極絲的溫度場并進行驗證,在進行表面粗糙度仿真結果與試驗結果對比時,利用經驗公式進行修正。文獻[5]模擬了移動熱源作用下電火花線切割加工電極絲的溫度場,對走絲速度與電極絲損耗的關系進行了研究。但是關于仿真分析電火花線切割加工 Cr12Mo V 鋼的溫度場鮮有報道,故本次研究采用隨時間變化的熱源作為熱流密度輸入,并且在對比表面加工質量的仿真結果與試驗結果過程中,考慮了白層的影響,利用顯微鏡測量它的厚度后進一步對仿真結果進行修正,取得了預期的效果。
2.模型的建立
2.1 物理模型的建立
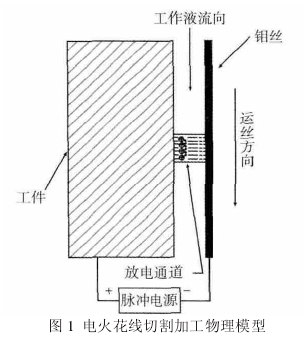
分析研究的試驗平臺是北京某公司 ACTSPARK FW-1 型數控高速走絲電火花線切割機床,電極絲采用 Φ0.18 mm 的鉬絲,試驗材料為經過高溫淬火的 Cr12Mo V 鋼。建立電火花線切割加工的物理模型,如圖 1 所示。
2.2 數學模型的建立
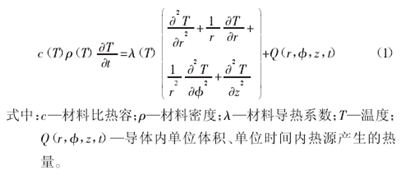
在模擬電火花線切割單次脈沖放電加工的溫度場分布時,其過程在幾十微秒的時間內即可完成。在幾十微秒內產生大量的熱量并且集中在很小的區域內,所以電火花線切割加工溫度場的分析屬于瞬態非線性傳導問題,對于非線性瞬態分析可得到圓柱坐標系下的傳導方程:
2.3 放電通道半徑的確定
由于放電時間是微秒級,放電間隙是微米級,所以放電通道的半徑很難確定。電火花加工過程中,擊穿極間介質到建立放電通道的時間一般小于 0.1μs,接著等離子體放電通道半徑是隨時間的變化而逐漸增大,形狀大致是圓柱體[6]。前人[7]經過研究得出放電通道半徑的公式為:

3.仿真分析
3.1 建模與劃分網格
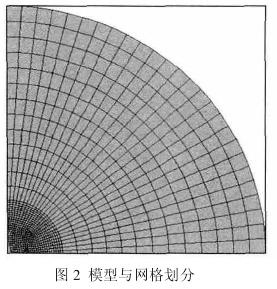
通過仿真前的分析可知,電火花放電蝕除材料的范圍很小,一般在幾十微米以內,因此合理的建模很重要。由于分析的模型是軸對稱的,所以建立半徑為 80μm 的 1/4 圓形。單元類型選擇時,二維熱實體采用 4 節點 PLANE55 進行建模,三維熱實體采用8 節點的 SOLID70 進行建模。網格的劃分是 ANSYS 仿真分析過程中占用工作時間最長且最為關鍵的一步,網格劃分的優劣直接影響仿真分析結果的好壞。電火花線切割加工溫度場在很小的范圍內溫度急劇變化,因此在放電點周圍的網格需要劃分的較細。基于對工作效率的考慮,在遠離放電點的區域,其網格相對可以大些[8]。仿真分析劃分網格大小為 5μm,并且在局部進行細化。劃分網格后的模型,如圖 2 所示。
3.2 定義材料屬性
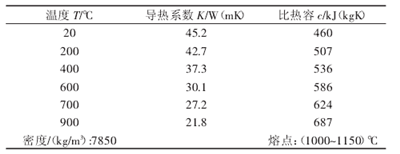
Cr12Mo V 鋼的導熱系數與比熱容是隨溫度變化的。電火花線切割加工過程中溫度急劇變化,可以通過 ANSYS 中 Add Tem-perature 功能將這些離散的參數輸入,系統會自動進行插值。Cr-12Mo V 鋼的物理性能參數,如表 1 所示。
表 1 Cr12Mo V 鋼的熱物理性能參數
3.3 荷載施加
3.3.1 初始條件與邊界條件
電火花線切割加工 Cr12Mo V 鋼的溫度場仿真分析是非線性瞬態熱分析過程,初始條件即為初始溫度的施加,因此選擇剛開始(t=0)的溫度為室溫 20℃,施加到模型的每一個節點上。這樣得到物理模型的邊界條件為:


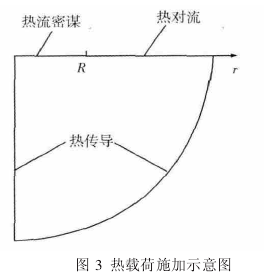
3.3.2 熱流密度
當放電通道形成后,電子與離子碰撞產生高溫。由于通道中心的帶電粒子密度最大,通道邊緣處密度較小,所以在放電通道內,能量的分布大致符合高斯分布,且碰撞產生的能大部分以熱能形式分配到正負極上,由于極性效應,正負極所得到的能量分別占到 40%和 20%[8],而其余能量被工作液帶走或者以熱輻射形式散失[5]。這樣熱流密度同樣以高斯分布形式作為表面熱源輸入工件表面[3]。熱流密度 q 的表達式為:

式中:q(r,t)—熱流密度,它是一個隨時間和距通道中心距離變化而變化的值;U—加工電壓,它的值可通過線切割加工機床電壓表讀取;I—峰值電流;η—能量分配系數,其值取 0.4。電火花線切割加工過程中,放電通道很小,因此為簡化計算。假設通道圓形截面上的能量是均勻的,即熱流密度輸入是均勻的,將(4)式簡化后的表達式為:

簡化后的熱流密度是一個關于時間的函數,利用 ANSYS 中的函數編輯器編輯函數并通過加載器施加一個隨時間變化的熱流密度到模型表面。
3.4 求解與結果分析
表 2 加工參數
保持其他電參數不變,通過改變峰值電流的大小,仿真分析其對表面粗糙度的影響,加工參數列表,如表 2 所示。峰值電流是決定單個脈沖能量的重要因素[10],不同峰值電流情況下,溫度場的分布云圖,如圖 4 所示。由圖中可知,中心區域的溫度可達近10000℃,并且隨著峰值電流的增大,中心區域的溫度也不斷增加。Cr12Mo V 鋼的熔點在(1000~1150)℃,在近達 10000℃的高溫下,工件材料迅速熔化氣化,達到蝕除材料的目的。


圖 4 不同峰值電流下的溫度場分布云圖
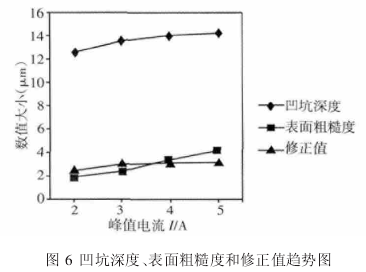
單個脈沖能量增大,則材料蝕除率增加,但是表面粗糙度會變差,因此峰值電流的改變必然會影響表面粗糙度。在峰值電流I=5A 時,溫度沿深度方向變化的曲線,如圖 5 所示。由圖可知沿著遠離熱流密度輸入表面的方向,溫度逐漸降低。由于 Cr12Mo V鋼的熔點為 1000-1150℃,故將 4 個不同峰值電流情況下,沿深度方向溫度大于 1150℃的長度認為是放電加工完全蝕除工件材料形成凹坑的深度,并把不同峰值電流下凹坑深度的變化趨勢繪入,如圖 6 所示。
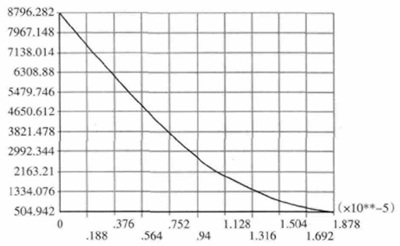
圖 5 I=5A 時沿深度方向的溫度分布曲線
3.5 試驗驗證
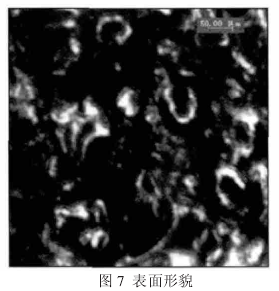
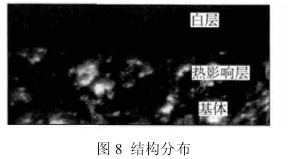
以仿真分析的試驗平臺北京阿奇夏米爾公司 ACTSPARKFW-1 型數控高速走絲電火花線切割機床,通過相同的電參數進行加工。將獲得的(2×10×20)mm 的試件,利用 TR220 手持式粗糙度儀測量其表面粗糙度 Ra 值,同樣將不同峰值電流下表面粗糙度的變化趨勢在圖 6 中表示,從圖 6 可以看出,通過仿真預測的表面粗糙度趨勢與試驗結果相符。但是數值上有一定的偏差,這是由于白層的影響。在放電加工過程中,溫度急劇變化,一部分熔化材料來不及被工作液帶走就會迅速冷卻形成一層凝固層,也就是白層[11]。關于白層的厚度,它不僅與電參數(峰值電流、脈寬時間),還與走絲速度有關系[12]。利用三維超景深顯微鏡可以觀察到白層在最表層,接下來是熱影響層,還有基體。峰值電流 I=4A 時的工件表面形貌,如圖 7 所示。峰值電流 I=4A 時工件側面觀察到白層、熱影響層以及基體的分布,如圖 8 所示。
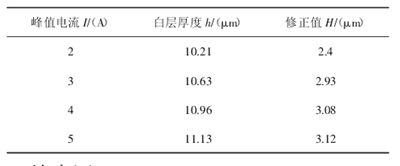
因此,修正后的凹坑深度應為仿真凹坑深度減去白層的厚度,表 3 中所示為利用三維超景深顯微鏡觀察并測量峰值電流 I=2,3,4,5A 時白層的厚度。將得到的修正值的變化趨勢在圖 6 中表示出來,從圖 6 中可以看出修正后的值與實際表面粗糙度已經很接近了。
表 3 白層厚度與修正值
4.結束語
通過上述分析與驗證可知,利用 ANSYS 仿真分析電火花線切割加工 Cr12Mo V 鋼的溫度場分布能夠很好的預測峰值電流對表面粗糙度的影響。同樣的道理,利用相同的方法也可以研究其他電參數對表面粗糙度的影響。通過分析產生白層的原因,利用顯微鏡觀察驗證了這一結構的存在。在仿真分析的過程中將白層厚度的影響考慮在內,可以得到更加吻合的曲線。該方法對合理優化參數,提高工作效率具有重要的作用,對實際生產中提高 Cr12Mo V 鋼的加工質量具有一定的指導意義。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

