


電火花8418加工鋼的工藝預測模型
2017-8-8 來源:湖南大學機械與運載工程學院 作者:余劍武 何利華 段文 沈 湘 易 成
摘要:在電火花加工中,加工工藝指標的結果與工藝參數的設置密切相關。一般情況下,操作者在進行實際執行之前,只能根據以往的加工規律以及經驗手段對其結果進行預判,達到預先評估加工結果的目的。針對這一情況,提出一種適用于電火花加工工藝指標結果預測的模型,該模型的建立是基于支持向量回歸理論的數學方法,并利用遺傳算法優化該方法中的各參數。以電火花加工 8418 模具鋼為例,結合正交試驗方法和經驗加工方法選取加工工藝參數,并記錄工藝指標結果。為保證EDM 工藝指標預測模型的準確性,將試驗數據隨機分成訓練集和測試集,利用訓練集訓練 EDM 工藝指標預測模型,可得加工時間模型均方誤差 TMSE=0.95104,平方相關系數 TR2=0.99 1;工件去除率模型均方誤差 MRRMSE=1.02?104,平方相關系數 MRRR2 =0.999 3;電極損耗率模型均方誤差 EWRMSE =1.11104,平方相關系數 EWR R2=0.998 9。再利用測試集驗證該模型,可見預測結果與試驗結果之間的誤差在 5%以內,從而證明電火花加工 8418 鋼工藝預測模型的準確性和有效性。
關鍵詞:電火花加工;工藝模型;支持向量回歸;遺傳算法;過程參數
前言
電火花加工(Electrical discharge machining,EDM)以其獨特的加工特點,適用于無法采用刀具切削或切削困難的材料加工,并隨數控水平和工藝技術的不斷提高,目前 EDM 用于各種形狀復雜的模具的制造[1]。加工時間、工件去除率和電極損耗率是電火花加工中的重要工藝指標,并受工藝參數選擇的直接影響。近十幾年來,部分國內外學者在構造電火花加工模型方面開展了一些工作,結合數
學提出了相關的理論和方法。SAMEH[2]采用響應面法將試驗數據的各個放電參數相互關聯并以高階形式構造成數學模型;TZENG 等[3]提出了一種基于響應面法和遺傳算法相結合的混合方法來優化 EDM
過程的參數設置。
由于電火花加工工藝過程是非常復雜的物理問題,它涉及許多電參數以及非電參數,而這些加工參數與工藝指標之間存在非線性關系,很難通過精確的數學模型來表達。工程中,一般通過不斷的實踐,依靠積累的電火花加工經驗來總結規律,并參照該規律來設置工藝參數。最典型的方法就是通過神經網絡來學習問題,楊曉東等[4]研究了放電參數與加工結果之間的映射關系,并以基于神經網絡的形式提出了型腔電火花加工工藝效果的預測模型;GAO 等[5]利用人工神經網絡和遺傳算法相結合的方式建立了電火花加工參數優化模型。然而對于神經網絡建模的問題,樣本有限時極易引起局部解和過學習情況。但這些方法有的忽略了加工過程的非電因素,有的即使考慮了所有因素,模型建立也需要大量試驗數據作為參考基礎,需要較大的成本投入。
通過文獻方法的比較,同樣是基于經驗數據的函數估計問題,VAPNIK 首先提出了支持向量機[6],之后被延伸到回歸問題,形成了支持向量回歸(Support vector regression,SVR)[7]。SVR 已應用于傳統行業,多用于車銑磨的表面粗糙度[8-9]估計。而在非傳統加工中,張玲瑄[10]采用 SVR 方法建立了微細電火花加工的工藝模型,可以有效描述加工過程。為此,本文以 8418 模具鋼電火花加工為研究對象,著眼于加工工藝過程的非線性,考慮加工中的實際情況,應用遺傳算法對支持向量回歸機中的參數進行優化,建立了一個適用于電火花加工工藝指標預測的模型。通過試驗分析,驗證預測模型的有效性。
1 電火花加工 8418 鋼
1.1 試驗裝置
電火花加工裝置結構如圖1 所示,包括機床床身,電火花油循環系統,含電源的數控電氣柜以及加工過程監測系統等。影響加工工藝指標的因素有:脈沖寬度、峰值電流、占空比、間隙電壓、間隙電
壓、開路電壓等電參數以及抬升高度、放電時間、沖液壓力等非電參數。各因素之間既相互獨立又相互耦合。在實際加工中,機床不同則可設置參數不同,加工對象不同則參數設置不同。
采用10 mm 銅鎢電極負極性加工 8418 模具鋼,主要考慮了銅鎢電極相較于其他電極,高溫性能好,損耗率低。工藝參數選擇開路電壓、間隙電壓、峰值電流、脈寬、占空比、跳升、加工時間。可依據經驗設置參數,如表 1 所示。
1.2
1.3 試驗設計
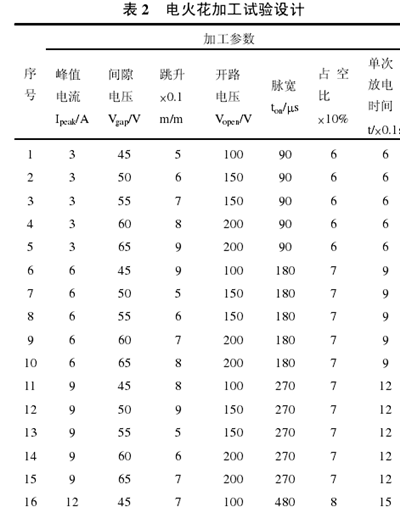
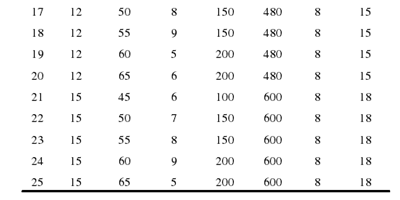
以加工盲孔的方式來進行電火花工藝指標研究試驗,小孔孔徑為10 mm,加工深度為 4 mm。選用的電極為50mm10 mm 的銅鎢電極,工件為30 mm*30 *mm10 mm 的 8418 模具鋼。電極接電源正極,工件接電源負極。機床可選擇參數見表 1。根據經驗加工方法,開路電壓對工藝指標的影響較小,峰值電流、間隙電壓、跳升可以根據加工對象和加工要求的不同進行設置,其他參數可以根據這三個已設定參數進行經驗設置。該試驗中為峰值電流、間隙電壓、跳升等三個參數選擇了五個水平,補空三因素,即采用部分六因素五水平正交形式,其余參數結合經驗設置,試驗設計如表 2 所示。
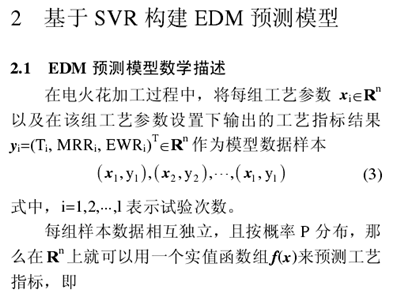
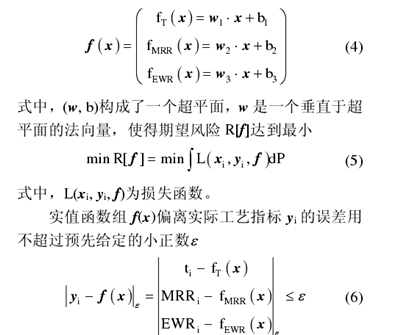
2.2 EDM 預測模型建立
電火花加工過程為非線性,且 P 未知,因此可把加工參數的原始數據映射到高維特征空間,引入非線性變換函數?(x),那么風險最小化問題轉化為
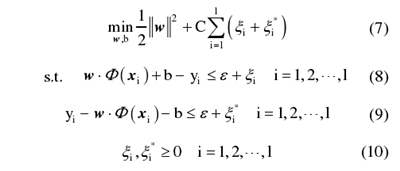
式中,yi表示電火花加工中的各項工藝指標 Ti、MRRi、EWRi;C 為可調的懲罰參數,表示最小化訓練誤差和最小化模型的復雜性之間的權值,值越大懲罰越重;i,i*表示松弛變量。
式(7)~(9)構成二次規劃問題,引入 Lagrange函數
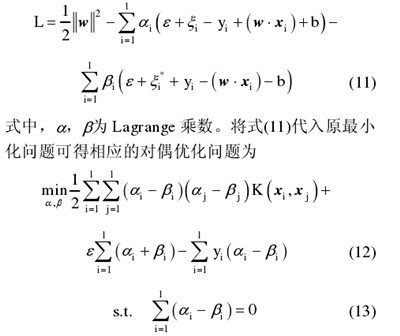
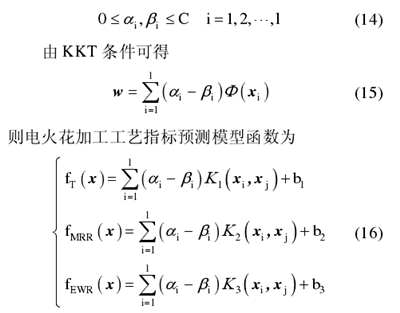
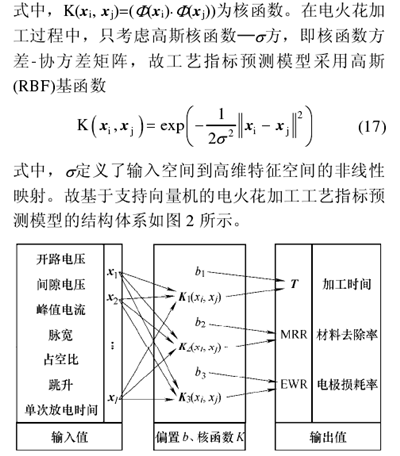
圖 2 電火花加工工藝指標預測模型的結構體系
2.3 遺傳算法優化模型參數
美國密西根大學 Holland 教授及其學生首先提出了遺傳算法(Genetic algorithm,GA)概念,并帶動了眾多學者致力于研究遺傳算法,提出了各種變形的 GA[11]。GA 適用于復雜搜索空間(多模型、多目標、非線性、不連續以及高度受限空間)的全局最優值。在電火花加工工藝指標預測模型中,有許多參數需要事先給定,如懲罰函數 C、損失函數中的和核函數參數 g 等。為了提高預測的準確率,選用GA 對該參數進行優化。
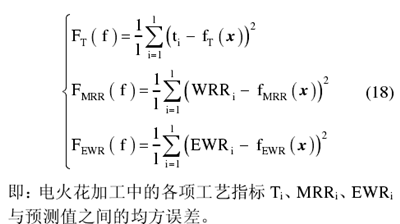
對電火花加工工藝指標預測模型中的參數進行優化的首要任務是選用合適的適應度函數。優化模型采用均方誤差(Mean squear error,MSE)取平均值作為適應度函數
3 EDM 預測模型分析與討論
3.1 EDM 預測模型算法流程
電火花加工加工 8418 鋼預測模型及優化流程如圖 3 所示,模型參數值在 GA 進化過程中采用動態尋優,然后將最優值應用于 SVR 模型中。懲罰函數 C、損失函數中的?
和核函數參數 g 等初始種群的染色體值隨機產生,并采用實數編碼。在 GA 進化過程中,染色體選擇操作既可以運用輪盤賭法又可以運用隨機聯賽法;交叉操作采用兩個個體之間的算術交叉,第 k 個染色體 ak和第 l 個染色體 al在j位的交叉
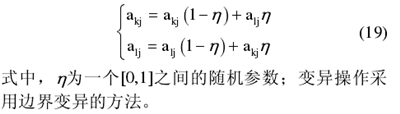
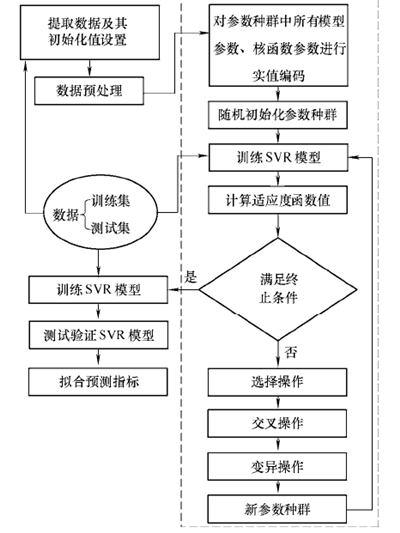
圖 3 電火花加工預測模型及優化流程
根據所設計的電火花參數進行試驗并記錄結果。SVR 適用于小樣本數據,故可從 25 組數據中隨機挑選 5 組作為預測模型的測試集,其余 20 組作為預測模型的訓練集。電火花加工工藝指標模型中,用 GA 對懲罰函數 C、損失函數中的?和核函數參數g 等進行優化,其初始值隨機選擇,最大代數設為150,利用該參數下的預測值與試驗值之間的均方誤差作為適應度值(式 18),從而選取最優的模型參數。經過參數優選,最終選取加工時間模型、工件去除率模型和電極損耗率模型的 C、、g 分別為 99.85、0.010 1、0.022 8,16.86、0.010 5、0.138 3 和 16.94、0.010 5、1.029 2。
圖 4為電火花加工工藝指標在 GA 下的收斂效果,加工時間模型、材料去除率模型以及電極損耗率模型的適應度值經過迭代都可以達到全局最優解,且分別為 0.007 6、0.023 6 和 0.035 4。
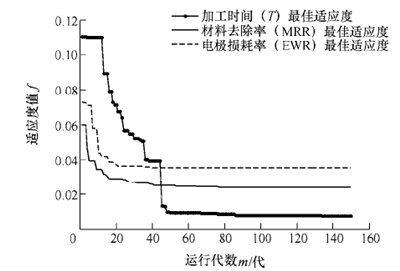
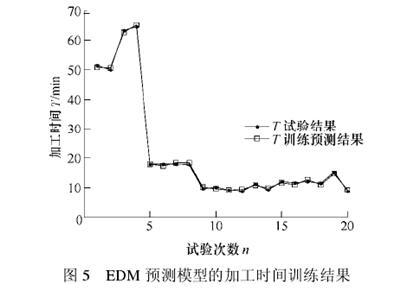
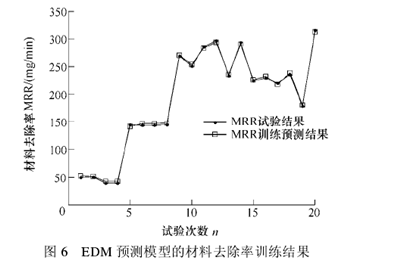
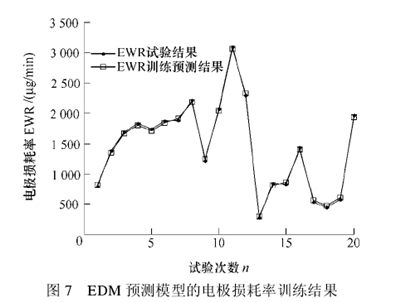
圖 4電火花加工工藝目標在 GA 下的收斂效果電火花加工 8418 鋼的工藝指標試驗數據與基于 SVR 預測模型的訓練結果進行比較,如圖 5~7所示。經計算,加工時間模型、工件去除率模型和電極損耗率模型的均方差 MSE、平方相關系數 R2分別為 TMSE=0.95?10?4,TR2=0.99 1;MRRMSE=1.02?10?4,MRRR2 =0.999 3;EWRMSE=1.11?10,EWRR2= 0.998 9,即預測值與試驗值非常接近,訓練精度相對較高。
3.2 EDM 預測模型驗證
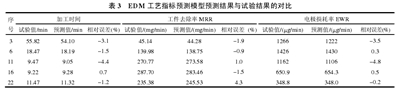
為了驗證 EDM 工藝指標預測模型的準確性,現將從 25 組測試數據中提取的 5 組數據進行驗證,并將預測結果與試驗結果進行了對比,如表 3所示。從表 3可以看出,EDM 工藝指標預測模型預測結果
與試驗結果相近,兩者的相對誤差可控制在 5%以內,從而反映出電火花加工 8418 鋼的工藝預測模型的預測預測結果與試驗結果精度較高,可基本描述不同參數組合下電火花加工工藝指標結果的變化情況。
4 結論
(1) 支持向量回歸對于電火花加工工藝指標的研究具有指導作用,在此基礎上,提出了基于遺傳算法的電火花加工工藝指標預測模型。以加工 8418模具鋼為例,采用正交試驗設計與經驗設計相結合的方法設計電火花試驗,為預測模型以及模型的驗證提供數據。
(2) 建立 EDM 工藝指標預測模型,訓練模型均方誤差和平方相關系數分別為 TMSE=0.95?10?,TR2=0.99 1; MRRMSE=1.02?10?4, MRRR2 =0.999 3; EWRMSE =1.11?10?4,EWRR2=0.998 9。利用測試集驗證該模型的準確性,可見預測結果與試驗結果17之間的誤差在 5%以內,說明預測值與試驗值偏差較小,模型精度較高,可以用于描述加工工藝指標的結果預測,對在電火花加工中參數設置后的加工結果估計具有一定的參考價值。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

