


發(fā)動機缸體加工過程動態(tài)SPC 質(zhì)量控制系統(tǒng)設(shè)計
2019-1-2 來源:合肥工業(yè)大學(xué)機械與汽車工程學(xué)院 作者:孫 迪
摘要:針對發(fā)動機缸體加工過程質(zhì)量控制問題,首先分析了發(fā)動機缸體加工工藝,并對關(guān)鍵質(zhì)量控制點進行了闡述;其次,在分析缸體機加工過程實時數(shù)據(jù)采集流程的基礎(chǔ)上,建立了一套動態(tài)SPC 控制系統(tǒng)(Dynamic SPC,D_SPC);然后,詳細闡述了D_SPC 的硬件架構(gòu)和軟件架構(gòu),并介紹了D_SPC 質(zhì)量控制系統(tǒng)的功能模塊。最后,以缸孔孔徑的測量為例,說明了該系統(tǒng)可以有效地解決缸體機加工過程的質(zhì)量控制問題。
關(guān)鍵詞:發(fā)動機缸體加工;統(tǒng)計過程控制;質(zhì)量控制系統(tǒng);實時監(jiān)控
0 引言
發(fā)動機缸體的機加工質(zhì)量是發(fā)動機最終質(zhì)量的重要保障,其質(zhì)量的優(yōu)劣,是衡量一個發(fā)動機裝配性能和運行可靠性的重要指標(biāo)[1] 。在缸體制造過程中,產(chǎn)品制造質(zhì)量管控能夠?qū)Ξa(chǎn)品的生產(chǎn)質(zhì)量起到在線監(jiān)測、把關(guān)、預(yù)防、改善的作用。統(tǒng)計過程控制(StatisticalProcess Control,SPC)則為產(chǎn)品的質(zhì)量分析和控制提供了方法支持[2] 。通過SPC 控制圖可及時甄別出生產(chǎn)過程出現(xiàn)的異常趨勢,根據(jù)不同的判異規(guī)則,及時找出異常發(fā)生的具體原因并加以排除,保證產(chǎn)品不在有異常的環(huán)境下完成生產(chǎn),從而保證產(chǎn)品質(zhì)量。由此可見,要想提高發(fā)動機缸體加工過程質(zhì)量,必須提升機加工過程的質(zhì)量控制水平。
為此,國內(nèi)外學(xué)者從不同角度對制造過程質(zhì)量監(jiān)控做了大量研究。綜合運用神經(jīng)網(wǎng)絡(luò)、統(tǒng)計過程等理論與技術(shù),姜興宇等[3] 利用一種動態(tài)工序質(zhì)量控制模式用以解決網(wǎng)絡(luò)化制造環(huán)境下工序質(zhì)量難以控制的問題。ALANEME K K 等[4] 從SPC 動態(tài)控制、模糊綜合評判和專家知識庫等方面綜述了質(zhì)量管理,分析了制造過程中質(zhì)量異常控制等方面的處理技術(shù)。翟敬梅等[5] 提出了一種基于質(zhì)量統(tǒng)計控制和粗糙集理論的質(zhì)量集成模型,并發(fā)展了一種工序質(zhì)量診斷模型,用以研究生產(chǎn)參數(shù)在工序質(zhì)量控制過程中的重要性。針對質(zhì)量診斷過程中出現(xiàn)的不確定、模糊性問題,侯世旺等[6]提出了一種質(zhì)量推理系統(tǒng),利用模糊邏輯確定質(zhì)量診斷過程中質(zhì)量異常發(fā)生的程度。基于標(biāo)準(zhǔn)化樣本方差和霍特林模型,趙永滿等[7] 提出了一種聯(lián)合控制圖,用于監(jiān)控質(zhì)量二元過程中均值向量和協(xié)方差的變異。為了讓傳統(tǒng)的計算機輔助質(zhì)量系統(tǒng)實現(xiàn)質(zhì)量過程控制、隨業(yè)務(wù)需求改變而柔性重構(gòu)的功能,李成等[8] 提出了一種基于工作流程模型的質(zhì)量系統(tǒng)體系結(jié)構(gòu)。劉春雷等[9] 針對傳統(tǒng)質(zhì)量控制方法在解決小批量生產(chǎn)中的局限性問題,提出了一種工序控制系統(tǒng),應(yīng)用于制造過程的質(zhì)量預(yù)防、診斷與分析改進。
上述研究為制造過程質(zhì)量控制提供了方法和技術(shù)支撐。動態(tài)制造過程質(zhì)量控制方法可以很好地解決產(chǎn)品制造過程的質(zhì)量控制問題,提升產(chǎn)品的質(zhì)量和生產(chǎn)過程穩(wěn)定性。復(fù)雜產(chǎn)品的制造過程質(zhì)量控制是質(zhì)量控制的重點和難點,為此本文以發(fā)動機缸體機加工過程質(zhì)量控制為例,運用動態(tài)SPC 質(zhì)量控制系統(tǒng)來提升其制造過程質(zhì)量。
1、缸體加工過程及參數(shù)分析
發(fā)動機缸體作為發(fā)動機的關(guān)鍵組成部件,其加工圖2 D_SPC 的數(shù)據(jù)庫模型過程由多道工序完成,每道工序具有繁多的質(zhì)量控制特性需要進行分別控制。缸體在完成粗加工后,依次經(jīng)過以下操作過程:①缸體產(chǎn)品出生證(唯一編碼)打刻,方便后期的質(zhì)量數(shù)據(jù)采集、分析和追溯;②缸體清洗,然后進行缸體的油道試漏檢測,主要包括壓力測試、泄漏量測試等;③曲軸蓋螺栓擰緊,控制10 個曲軸蓋螺栓的力矩和轉(zhuǎn)角;④缸孔綜合測量,主要是對上游工序的綜合加工結(jié)果進行把關(guān)控制,主要包括曲軸孔直徑(每個孔取三個截面和兩個方向)、曲軸孔圓柱度、缸孔直徑(每個孔取三個截面和兩個方向)、缸孔圓柱度;⑤缸孔的水道試漏,主要包括壓力測試和泄漏量測試。
2、缸體加工過程D_SPC 系統(tǒng)架構(gòu)
綜合考慮發(fā)動機缸體加工過程的關(guān)鍵質(zhì)量特性,為更好地滿足其加工過程的質(zhì)量控制要求,構(gòu)建了D_SPC 系統(tǒng)架構(gòu)。如圖1 所示,主要分為檢測層、數(shù)據(jù)采集層、服務(wù)層3 個部分。
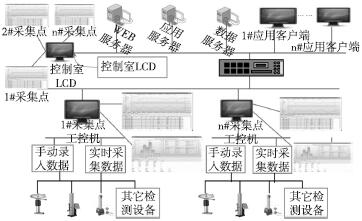
圖1 D_SPC 系統(tǒng)架構(gòu)
D_SPC 系統(tǒng)通過標(biāo)準(zhǔn)化數(shù)據(jù)接口與設(shè)備、生產(chǎn)線、ERP 系統(tǒng)等集成在一起,是上層系統(tǒng)和底層設(shè)備間的中間系統(tǒng)。檢測層和數(shù)據(jù)采集層實時采集缸體機加工過程的關(guān)鍵質(zhì)量數(shù)據(jù),并根據(jù)設(shè)置的判異規(guī)則,實時繪制動態(tài)SPC 控制圖,并通過企業(yè)的統(tǒng)一信息服務(wù)平臺進行發(fā)布。在缸體的制造過程中采集的數(shù)據(jù)主要包括缸體質(zhì)量特性數(shù)據(jù)、產(chǎn)品異常信息、糾正與改善信息、分析出的異常信息、檢測設(shè)備數(shù)據(jù)信息等。這些信息以手動或自動方式存入不同的數(shù)據(jù)庫中。自動采集的數(shù)據(jù)輸入至D_SPC 系統(tǒng),自動生成各類控制圖,分析產(chǎn)品當(dāng)前的制造過程是否處于穩(wěn)定狀態(tài);手動錄入的數(shù)據(jù)可以用于后期對生產(chǎn)過程的統(tǒng)計分析和追溯,為生產(chǎn)過程產(chǎn)品的質(zhì)量改善提供支持。控制室LCD 用于顯示各個數(shù)據(jù)采集點的實時數(shù)據(jù)分析圖,并計算出上控制線、下控制線、CPK(工序能力指數(shù))等。服務(wù)器主要由實時數(shù)據(jù)采集服務(wù)器、歷史數(shù)據(jù)服務(wù)器和WEB 服務(wù)器三部分組成,以此為D_SPC 系統(tǒng)的運行提供支撐。
3、缸體加工過程系統(tǒng)設(shè)計
3. 1 D-SPC 的數(shù)據(jù)庫模型
圖2 所示為D_SPC 系統(tǒng)的整體數(shù)據(jù)庫結(jié)構(gòu)。主要包括產(chǎn)品_產(chǎn)品清單、工作站清單、質(zhì)量規(guī)范清單、人員_人員基本信息表、人員_部門基本信息表、質(zhì)量分析設(shè)置表、工作站_質(zhì)量規(guī)范關(guān)聯(lián)表、產(chǎn)品_故障類型表、產(chǎn)品_故障類型清單、檔案_產(chǎn)品故障與故障原因關(guān)聯(lián)表、檔案_故障產(chǎn)品詳細信息表、權(quán)限_權(quán)限基本信息表、工作站_人員關(guān)聯(lián)表。上述數(shù)據(jù)庫模型闡述了各個表之間的對應(yīng)關(guān)系,以及表中的主鍵和外鍵約束,為建立規(guī)范化的數(shù)據(jù)模型打下了基礎(chǔ)。
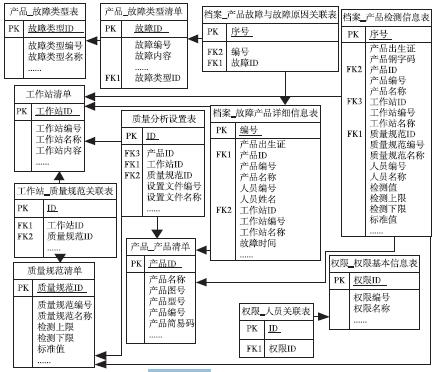
圖2 D_SPC 的數(shù)據(jù)庫模型
3. 2 D_SPC 的軟件架構(gòu)
根據(jù)上述D_SPC 質(zhì)量控制體系和數(shù)據(jù)庫模型,本文構(gòu)建了D_SPC 的軟件架構(gòu)。如圖3 所示,主要由底層數(shù)據(jù)采集、系統(tǒng)總體業(yè)務(wù)、系統(tǒng)總體功能、企業(yè)信息系統(tǒng)數(shù)據(jù)通信接口、數(shù)據(jù)處理中心和關(guān)鍵質(zhì)量信息發(fā)布等六部分構(gòu)成。
底層數(shù)據(jù)采集模塊主要是開發(fā)一套生產(chǎn)車間底層控制系統(tǒng),從PLC、智能儀器儀表和機器設(shè)備進行自動數(shù)據(jù)采集,具備手動數(shù)據(jù)錄入功能。系統(tǒng)總體業(yè)務(wù)包含建立產(chǎn)品基本信息、定義工作站信息、配置產(chǎn)品對應(yīng)檢測規(guī)范信息、系統(tǒng)權(quán)限管理、人員基本信息、系統(tǒng)數(shù)據(jù)采集客戶端定義、樣本規(guī)則定義、判異規(guī)則定義、故障原因分析、控制圖自定義設(shè)置等內(nèi)容。系統(tǒng)總體功能主要是對產(chǎn)品信息、工作站信息、質(zhì)量規(guī)范信息、權(quán)限信息、人員信息、采集數(shù)據(jù)信息、故障原因信息等進行管理。
企業(yè)信息系統(tǒng)數(shù)據(jù)通信接口主要是通過Webservice、Files、Socket、Message queue 等接口方式, 將MES、ERP、PDM 等系統(tǒng)的關(guān)鍵數(shù)據(jù)接收至D_SPC 系統(tǒng),對D_SPC 的使用提供支持,并可以將采集的質(zhì)量數(shù)據(jù)、分析結(jié)果數(shù)據(jù)實時上傳至上層應(yīng)用系統(tǒng)。數(shù)據(jù)處理中心為各個功能模塊數(shù)據(jù)處理提供支持,動態(tài)采集的生產(chǎn)過程。實時數(shù)據(jù)被存入實時數(shù)據(jù)庫,用于生產(chǎn)過程的實時狀態(tài)監(jiān)控和控制。歷史數(shù)據(jù)被存入歷史數(shù)據(jù)庫,用于對生產(chǎn)過程信息的追溯和統(tǒng)計分析。需要進行網(wǎng)頁發(fā)布的數(shù)據(jù)被存入Web 數(shù)據(jù)庫,用于信息的網(wǎng)頁發(fā)布和多部門間的共享。關(guān)鍵質(zhì)量信息發(fā)布主要是將制造過程中的質(zhì)量數(shù)據(jù)和統(tǒng)計分析數(shù)據(jù)實時向工人或質(zhì)量管理人員發(fā)送,包括各個工序的生產(chǎn)能力指數(shù)、返修率、合格率等。
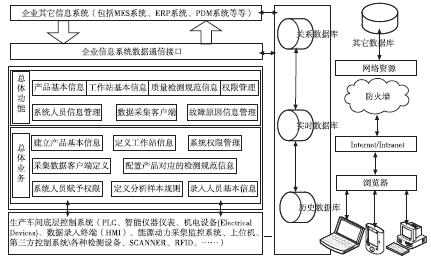
圖3 D_SPC 的軟件模型
4、應(yīng)用實例
綜合上述分析, 本文基于. NET 平臺中, 采用SQL2008 數(shù)據(jù)庫,采用C#語言開發(fā)了D_SPC 系統(tǒng)的原型系統(tǒng),并將該原型系統(tǒng)應(yīng)用于發(fā)動機缸體制造過程中。圖4 所示為關(guān)鍵工序SPC 實時監(jiān)控界面,主要含異常處理按鈕、標(biāo)題區(qū)、功能按鈕區(qū)、原始數(shù)據(jù)區(qū)和控制圖區(qū)。
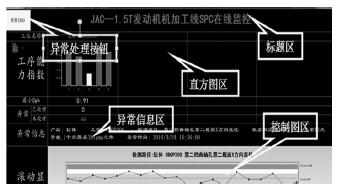
圖4 D_SPC 系統(tǒng)在缸體制造過程中的實例
在該監(jiān)控畫面上,可以實時顯示關(guān)鍵質(zhì)量控制點的工序能力指數(shù),異常信息,動態(tài)SPC 控制圖等信息,管理人員通過辦公室的LED 大屏幕就能實時監(jiān)控生產(chǎn)現(xiàn)場的生產(chǎn)狀況。
5、結(jié)論
本文構(gòu)建了一種面向制造過程的動態(tài)SPC 質(zhì)量控制體系,詳細闡述了D_SPC 的體系架構(gòu)、數(shù)據(jù)庫模型、軟件架構(gòu)。該系統(tǒng)能夠根據(jù)實時制造工況信息對當(dāng)前在制品的質(zhì)量進行動態(tài)分析,保障了產(chǎn)品的整體制造精度和穩(wěn)定性。動態(tài)對在制品的質(zhì)量狀況分析能及時甄別出制造過程中的異常情況,及時給出預(yù)警提示,防止出現(xiàn)批量不合格品,為生產(chǎn)過程的主動質(zhì)量控制提供了思路和方法。本文構(gòu)建的系統(tǒng)可推廣應(yīng)用到缸蓋加工過程、發(fā)動機裝配過程、變速箱裝配過程等機械產(chǎn)品的制造過程中。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)