


數控銑床對刀儀的設計和應用
2023-3-15 來源: 山東華宇工學院 作者:張慶貞
摘要:設計一款適合設置數控銑床和加工中心零點偏置值的對刀儀,能夠完成 X、Y、Z 共 3 個坐標軸方向零點偏置值的設定,利用閉合回路原理,對刀儀具有警示裝置,當對刀儀與工件接觸時,警示裝置會發光進行提示。
關鍵詞:數控銑床;對刀儀;刀具偏置
0 引言
CNC 銑床加工工件前,首先需要設定工件坐標系零點偏置值,就是設定工件坐標系零點在機械坐標系里的 X、Y、Z 坐標值[1]。雖然確定工件坐標系零點偏置值的方法多種多樣,但可歸納為兩類:
(1)用刀具和墊塊設定零點偏置值。
(2)用專業對刀工具確定零點偏置值[2]。
用刀具和墊塊確定零點偏置值時,要使刀具逐漸接近工件,在刀具和工件之間距離接近墊塊厚度時,中間放置墊塊,反復拉動墊塊,憑著操作者的感覺判定刀具、墊塊、工件完全接觸時,設定工件坐標系零點偏置值。這種方法非常考驗操作者的經驗與技巧,花費時間較多且精度不高,操作不當時就會引起撞刀的風險,從而增加維修成本。用專業對刀工具確定零點偏置值雖然比較方便和安全,但現有的專業對刀工具功能比較單一,只能完成 X、Y 坐標值零點偏置值設定和 Z 坐標值的零點偏置設定之中的一項,如要完成所有坐標的零點偏置值的設定,需要更換不同的對刀工具,花費時間較多;另外專業對刀工具價格比較昂貴,對機床性能要求較高,一般的數控銑床難以達到要求,需要對機床進行升級改造,成本較高,不適合一些中小
企業采用。
設計一款對刀儀,能夠同時完成 X、Y、Z 坐標值的零點偏置值,結構簡單,成本低廉,操作方便,精度較高,能夠滿足數控銑床和加工中心設定工件坐標系零點偏置值的問題。
1、數控銑床對刀儀結構設計
1.1 總體結構設計
該數控銑床刀儀主要包括兩部分,分別為夾頭和指示器。其中,夾頭主要包括卡爪、筒形外殼和夾頭芯,卡爪的中心位置設置有夾持空間,夾持空間用于夾持刀具;指示器主要由連接軸、絕緣套、電池、發光二極管、彈簧、指示管、連接桿、觸頭等組成。指示管內部有電源和發光裝置,指示管側壁上設置有透光孔,通過此孔可觀測到發光裝置是否發光;連接軸與電源連接,電源與發光件連接;發光件與觸頭連接,且觸頭與夾持空間同軸設置[3]。
設定工件坐標系零點偏置值時,把夾頭體的卡爪夾持安裝在機床上的刀具上,且指示器的觸頭與工件接觸時,組成閉合回路,指示器的發光件能夠發光,達到對刀的目的。精操作簡便,安全可靠。
1.2 指示器結構設計
指示器主要包括連接軸、絕緣套、電池、發光二極管、彈簧1、指示管,連接桿、彈簧 2、觸頭組成。指示器的下端為球形的觸頭,球頭通過彈簧固定在連接桿底部的弧形孔內,徑向受力時能夠左右擺動,撤去外力時,能夠恢復原狀,當觸頭側面接觸工件時,能夠緩沖工件對數控銑床對刀儀作用力,避免引起對刀儀的變形和損壞,導致對刀儀精度下降。觸頭的材料為具有高硬度和耐磨性的金屬導體,避免觸頭經常接觸工件導致磨損,使觸頭的尺寸變化,又能作為導體進行導電。
連接桿的整體外形為 T 形臺階軸狀,中間有臺階孔,大孔安放彈簧、小孔連接導線;T 形直徑較大的圓柱面位于指示管內部圓柱孔內,采用 IT5~IT7 級的 H/g 較小的間隙配合方式,較大的圓柱上面安裝有壓縮彈簧,使連接桿始終固定在指示管下端的卡口上,在軸向受力時,能夠上下滑動,外力消除時恢復原狀。當對刀儀下端的觸頭接觸工件的上表面時,使連接桿能夠往上移動,緩沖工件對對刀儀的作用力,防止對刀儀變形或損壞(圖 1)。
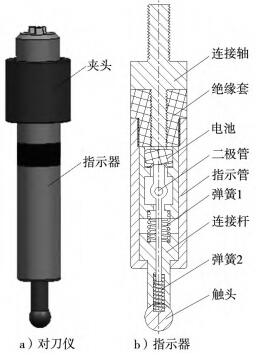
圖 1 對刀儀和指示器
彈簧的上端為透明絕緣管,透明絕緣管里安裝發光二極管和 CR1025 電 池 ,發光二極管的正負極用導線分別連接著觸頭電池,當發光二極管和電池之間形成閉合回路時,發光二極管就會亮起。電池的上端連接著連接軸的接觸柱,連接軸固定在絕緣圈的中間孔內,用普通三角細牙螺紋連接,連接軸上端通過螺紋旋入進夾頭一端的螺紋孔內,進行位置固定[4]。
1.3 夾頭結構設計
夾頭體由夾頭芯、錐形螺紋圈、卡爪、筒形外殼組成[5]。鉆夾芯上有卡爪容納孔、錐形螺紋圈容納槽。卡爪螺紋端安裝在鉆夾芯上的卡爪容納孔里,與鉆夾芯上的容納槽里的錐形螺紋圈通過螺紋連接,3 根卡爪的不帶螺紋端組成夾持空間,用來夾持刀具,錐形螺紋圈由兩個半圓圈組成一個整圓圈,嵌入錐形螺紋圈容納槽里。鉆夾芯外面鑲嵌著筒形外殼,筒形外殼與錐形螺紋圈之間采用較小的過盈 H7/p6 配合,能夠傳遞力矩。旋轉筒形外殼時,帶動錐形螺紋圈轉動,錐形螺紋圈帶動卡爪伸縮,使卡爪之間的容納孔大小發生變動,便于安裝不同直徑大小刀具和鎖緊刀具。筒形外殼與鉆夾芯之間除去與錐形螺紋圈連接部分外,筒形外殼與鉆夾芯之間能夠相對轉動,沒有特殊的配合要求,采用較大間隙的 H9/d9 公差配合,夾頭結構如圖 2 所示。
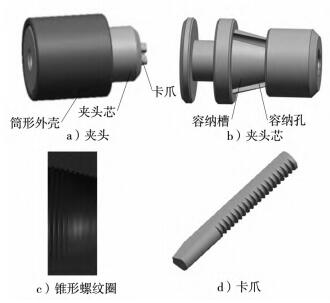
圖 2 夾頭結構
2、數控銑床對刀儀使用方法
以 FANUC Series Oi Mate 數控銑床為例,介紹數控銑床對刀儀的使用方法(圖 3):旋轉數控銑床對刀儀的筒形外殼,使 3個卡爪之間的容納孔增大,把刀柄上的刀具深入到 3 個卡爪之間的容納孔內,使刀尖與容納孔的底部接觸,然后在反方向旋轉數控銑床對刀儀的筒形外殼,卡爪伸出,容納孔變小,使對刀儀和刀具的相互位置固定。
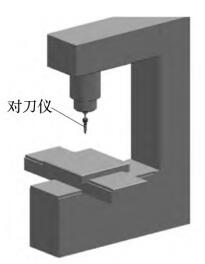
圖 3 對刀儀安裝
設定 Z 軸方向零點偏置時,操作數控機床,使對刀儀的觸頭逐漸接近工件零點上表面,當對刀儀的警示亮起時,在數控銑床操作面板上按“OFFSET”按鈕,找到零點偏置設定界面,在緩沖區輸入數控銑對刀儀的固有長度值,按“測量”按鈕或讀出此時機床顯示的機械坐標值,與對刀儀的固有長度值相加,把所得數值輸入到零點偏置設定界面,就完成 Z 軸零點的偏置設定。
設定 X 軸方向零點偏置時,操作數控機床,使對刀儀的觸頭逐漸接近工件的 X 軸方向的側表面,當對刀儀的警示亮起時,在零點偏置設定界面的緩沖區輸入對刀儀在工件坐標系里的坐標值,按“測量”按鈕,完成 X 軸方向零點的偏置設定。Y 軸方向的零點偏置設定方法與 X 軸方向零點偏置設定方法相同[6]。
3 、數控銑床對刀儀工作原理
當觸頭與工件接觸時,電流會從指示器內部的電池正極流出,經過連接軸,到達對刀儀的夾頭部分,夾頭連接著刀具,刀具安裝在刀柄上,刀柄安裝在機床上,機床上固定著工件,工件接觸觸頭,觸頭連接著連接桿,連接桿通過導線連接著發光二極管的正極,發光二極管負極通過導線連接著電池負極,形成一個封閉的回路、使二極管亮起,觸頭離開工件時,電路斷開、發光二極管滅掉。控制電路原理如圖 4 所示。
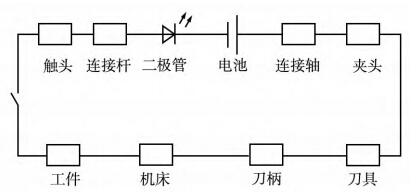
圖 4 電路原理
4、結束語
為了解決數控銑床零點偏置設定問題,設計一款數控銑床對刀儀,能夠完成數控銑床工件坐標系零點在 X、Y、Z 軸方向零點偏置值設定,同時介紹對刀工具的使用方法。該數控銑床對刀儀主要包括夾頭和指示器,指示器裝有紐扣電池作為電源,裝有發光二極管作為警示裝置。當設定銑床零點偏置時,使用夾頭上的卡爪把對刀儀固定在銑床刀具上,當對刀儀的觸頭接觸工件時,機床、工件、刀具、對刀儀組成一個閉合回路,警示裝置發光,在數控銑床的零點偏置界面里輸入刀具在機械坐標系里的坐標值,完成數控銑床零點偏置設定。使用該對刀儀能有效節約零點偏置設定時間,提高生產率,因為對刀儀里面有彈性裝置,避免操作不當撞刀的危險,降低維修成本,結構簡單,操作方便。
基金項目:山東華宇工學院 2019 年校級科研平臺:數控刀具制造工藝技術研發中心;德州市企業研發計劃項目:數控銑床用對刀裝置研究與實踐(DZSKJ202008)
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

