


一種數控銑床加裝自動換刀的刀庫裝置
2023-11-30 來源: 河源技師學院 作者:黃石晶
摘要:受某單位所托需要設計一種能夠實現自動換刀的數控現狀,經對比分析考慮之后選擇對已有數控銑床進行改造,從而滿足經濟與使用要求。本文分別從刀庫硬件結構選型、換刀流程設計,以及程序設計三個方面分析了具體的改造設計過程,所涉及的自動換刀刀庫裝置能夠有效應用于設計生產當中,同時費用也相對較低。
關鍵詞:數控銑床;自動換刀;刀庫
近年來,隨著技術的進一步發展多軸數控加工中心逐漸開始發展起來,但是數控加工中心價格較為昂貴,在實際生產中大部分企業依然在使用傳統的數控銑床。與數控加工中心相比,數控銑床缺乏自動換刀刀庫裝置,在實際生產中需要頻繁換刀,嚴重降低了數控銑床的生產效率 [1]。為了進一步提升數控銑床工作效率,同時滿足經濟條件,在本文的研究當中嘗試在傳統數控銑床基礎之上增加自動換刀刀庫裝置,從而推動數控銑床在實際中應用范圍的拓展。
1、數控銑床改造概況簡介
某司所采用的數控銑床為漢川公司所生產的Xk714D 數控銑床,采用 FANUC0i-mD 操作系統,該數控銑床共有 24 把刀具,經與該公司協商需要對該數控銑床進行改造,在原有基礎之上增加 4 把能夠自動換刀的刀具,同時還必須要滿足實際生產要求和該公司的改造預算控制要求 [2]。在本文的研究當中綜合考慮多方面的因素,設計了一套既能滿足該公司要求,同時也能投入實際使用的數控銑床。
2、數控銑床刀庫硬件結構選擇
隨著數控機床技術的不斷發展,當前階段在數控銑床設計當中刀庫類型多種多樣,具體來說主要有排列式刀庫、夾臂式刀庫、轉塔式刀庫、圓盤式刀庫、斗笠式刀庫、鏈式刀庫等幾種形式,但是不同的刀庫結構所適用的數控銑床也并不是完全相同的,一般情況下有排列式刀庫、夾臂式刀庫以及斗笠式刀庫并不需要配備單獨的機械臂進行換刀處理,所以往往被應用于小型數控銑床當中。轉塔式刀庫結構的結構較為緊密,因此被應用于功能相對較為簡單的數控銑床當中,例如車削中心、多功能數控銑床等。圓盤式刀庫的結構組成相對較為復雜,但是在實際工作中具有較高的可靠度,一般被應用于大型加工中心當中 [3]。
本文所需要改造的數控銑床整體空間相對較小,無法增加大型刀庫,因此無法選擇較為復雜的刀庫結構。經綜合考慮之后,選擇采用最為簡單的排列式刀庫結構,具體結構設計如圖 1 所示 [4]。從總體上來看這種刀庫結構相對較為簡單,同時加工也相對較為簡單,并不需要附加動力裝置,只需要通過主軸與工作臺的相互移動就能實現自動換刀,最能符合本次設計要求。從圖 1 中可以發現,該刀庫位于工作臺的左側位置,為了便于軟件設計開展在進行刀庫結構設計時還需要將刀庫位置編號與刀具編號一一對應起來,從而避免在實際換刀過程中發生刀具干擾的情況。另外,為了進一步提升換刀效率,在本文的設計改裝當中還對支座結構進行了再次改裝,具體如圖 2 所示,該支座利用卡簧中的彈簧彈力來加緊刀柄 [5]。
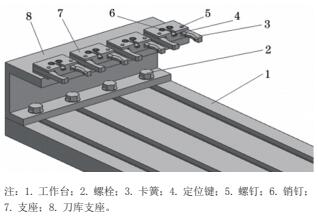
圖 1 刀庫結構選型
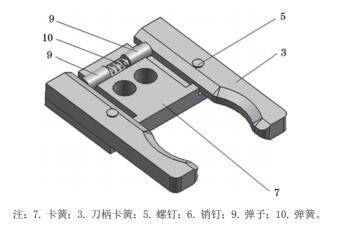
圖 2 支座內部結構圖
3、數控銑床換刀流程設計
針對所涉及的刀庫結構將具體換刀流程設計如圖 3所示。在開始換刀之前首先發出 TnM06 指令,判定當前刀具編號與指令中的刀具編號是否是相同的,若相同則換刀流程結束,若并不是完全相同的,則繼續完成換刀動作:首先,將主軸回復到參考點位置,避免換刀過程中發生碰撞;其次,通過移動工作臺將刀具水平移動到待定點,再通過主軸垂直移動到另外一個待定點;最后,主軸松開刀具,將刀具放入到刀庫當中,之后主軸按照相反順序再次回到原來的位置 [6]。
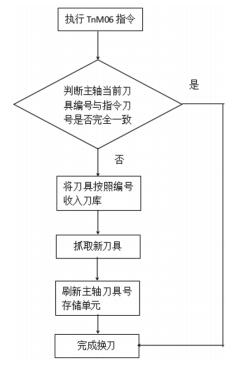
圖 3 該數控銑床自動換刀流程
4、數控銑床換刀軟件程序設計
在完成刀庫結構選型與換刀流程設計之后,還必須要進行軟件程序設計才能實現自動換刀。在本文的設計改造當中程序設計主要包含參數設計、換刀子程序設計,以及 PMC 控制程序設計三個不同的方面。但是從總體上來說本文所開展的軟件程序設計,主要是針對原有FANUC0i-mD 操作系統改造,從而有效提升了改造工作量,降低了改造成本 [7]。
參數設計:將原系統中的系統參數 6821 改為 6,將M06 命令改為 M6,當系統發出換刀命令是原有 MO6命令直接調用 09002 宏程序來啟動自動換刀程序。另外,對原有系統圖進行查看發現在原系統當中松刀、緊刀兩個動作指令為 M61 與 M62,由于與改造之后的動作命令并沒有發生沖突,因此針對這兩個動作指令并不進行修改。另外,該系統將 M81 定義為通過調用 R001.02程序來實現繼電器動作,需要將 M81 改為換刀功能指令,具體修改方式為將系統參數 #3202 的 #4 和 NE9 都設成 1[8]。
換刀子程序:換刀子程序設計是程序設計的重點,但是換刀子程序設計則相對較為簡單,只需要對原有程序進行簡單修改就可以完成,即在要求人工換刀時對刀具編號進行分析,再通過調用 09002 宏程序來實現自動換刀。另外,由于換刀移動過程相對較為復雜,需要將原程序中的坐標程序改為 G59 坐標系 [9]。
PMC 控制程序:由于參數設計改變了 09002 宏程序,因此必須要進一步修改 PMC 控制程序才能滿足換刀要求。程序中利用永久數據表儲存 D0000 存儲主軸當前刀具號,D0200 儲存 T 指令刀具號,再利用 G0054.0至 G0055.0 對應的系統參數 #1000 至 #1008 與換刀子程序進行數據交換。
5、結束語
本文設計了一種能夠應用于傳統數控銑床具備自動換刀功能的刀庫裝置,該刀庫裝置具有較高的經濟性優勢,實際使用效果也相對較為滿意。但是在后期的使用中也發現了一些需要進一步改進的問題,例如由于空間限制缺乏刀庫罩,因此在實際生產中存在一定的安全風險。另外,也不能安裝數量太多的刀,這些問題也需要后期進一步的深入研究才能得以有效解決。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

