


摘 要:本文分析了中心鉆孔的正五邊形工藝方法,現在很多操作者在工藝方法上存在著一定的不足之處,本文針對這些不足之處將一種解決方法提了出來。也就是通過對直角三角形勾股定理的利用,在確保孔心位置和角度的同時,使邊到頂點的距離以及邊的精度得到保證,同時還采用對稱加工的原則對誤差的積累進行控制,這樣就能夠使正五邊形的變形得以最大限度的減少。
關鍵詞:正五邊形;加工工藝;精度
作為一種正多邊形,正五邊形并不具備像正六邊形一樣的對邊相等且平行的特殊性,因此在對正五邊形進行加工的時候也會采用與正六邊形不同的方法,而且具有更高的難度。假如將一定規格的小孔站在中心,同時保證各邊到孔心的相對位置,就會具有更高的難度。筆者與自己的工作經驗相結合,分析介紹了中心鉆孔的正五邊形加工工藝方法。
1、認真分析零件圖
對工藝規程進行制定的原始材料就是零件圖,因此必須要對零件的技術要求、功用以及結構特點等進行深入的分析,對零件加工表面的粗糙度、位置精度、形狀精度以及尺寸精度等要求具有充分的了解,如若不然就會由于考慮不充分而導致沒有將主次分清楚,最終會對工件的加工質量產生極大的影響。
2、加工方法和工藝
如果經驗不足的操作者在一般的情況下都會覺得要先對正五邊形進行加工,然后再鉆小孔。然而在實際的操作中這種方法是不可行的,首先如果先將各邊加工出來,這樣在劃線確定小孔圓心位置的時候十分不便,其次,由于鉆床因素和操作因素的影響,在實際的操作中總會出現各種誤差。比如,用力的方向在打樣沖時就可能會與鉛垂方向產生一定的偏移,就會造成樣沖形狀位置達不到預期的要求。在具體的鉆孔施工中由于鉆頭刀尖而具有一定直徑的磨損,再加上工件臺的振動,就往往會導致加工出的孔出現誤差,最終導致工件被報廢。總之,在加工中心帶孔的正 N邊形時都應該首先鉆孔,在使圓心位置得到保證的前提下在對各邊進行加工 。
(1)對粗加工坯料的長邊m 進行加工,使其基本保證平面度和直線度,再對短邊n 進行加工,要使短邊與長邊保持垂直。詳情見下圖1。

圖1 粗加工坯料示意圖
(2)劃線確定小孔中心。對于鉗工加工而言,提高劃線的經度除了可以使加工效率得以提升之外,還可以有效的提升加工精度。出于對鉆孔誤差的考慮,在劃線的時候要具有一定的預留量,約為0.5mm,用(a+0.5)mm 來表示,這樣就可以便于以后的調整。
(3)鉆孔、擴孔,將尖角和毛刺去掉。將尖角和毛刺去掉也是為了保證加工質量,同時也將后續的測量準備工作做好,不然就會使測量的準確度受到嚴重影響。
(4)對小圓圓心到 m 邊的距離進行測量,在這里選擇小圓最低點e 到 m 邊的垂直距離對其進行間接的表示。對與預期值 a-r 的余量差值進行計算,隨后對其進行修正,從而使其符合相應的尺寸精度。隨后按照修整好的 m 邊作為基準,對 n 邊進行精修,并且保證 m 邊與n 邊具有良好的垂直度,將后續的測量準備工作做好 。
(5)對正五邊形五個頂點進行劃線確定,同時進行連線,選擇計算劃線法將五個頂點的位置確定下來。采用修整好的 m 邊作為基礎,然后將垂直方向的N 和 Q 的位置確定下來,詳情見下圖2。
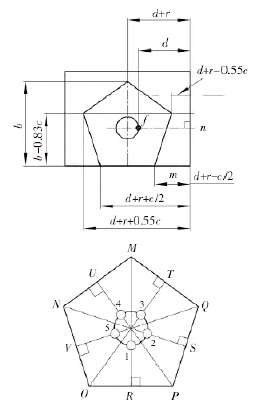
圖2 正五邊形加工方法示意圖
在 b 處劃線將M 在垂直方向的位置確定下來。對修整好的 n 邊到小圓最右端 f 的距離d 進行測量,對水平方向上正五邊形5 個點的相對位置進行計算。依次對各交點進行連線,就能夠得出正五邊形。
(6)用鋸弓沿線將大部分的余量去掉。
(7)對各表面進行銼削,提高尺寸的精度:銼削各表面是整個中心鉆孔的正五邊形鉗工加工工藝中的關鍵工序,按序加工法是比較常見的施工方法,從數學原理上來說按序施工法也是可行的。也就是選取一個基準沿著逆時針或順時針的方向來進行逐邊加工。但是孔心位置的加工精度和角度的測量精度是正五邊行邊長精度的保障,而在加工的過程中難免會產生誤差。使用按序加工法容易累積誤差,在進行最后一條邊的施工時往往會出現嚴重的誤差。累積誤差嚴重影響了正五邊形五個尺寸、五個邊長和五個角度的精度 。
如何對累積誤差僅減少是加工質量的關鍵。正多邊形的數量為奇數時,直角三角形勾股定理可以發揮很大的作用。也就是對正五邊形對角線以及每個對角線的對應邊的高的精度進行控制,從而使各邊長的精度得到保障。也就是對正五邊形各邊兩個端點和對應頂點的位置進行確定,從而對兩直角三角形的位置、大小和形狀進行確定。可以將中心設置為參考基準面,然后對稱的對左右兩邊進行加工檢測,使誤差累積的次數得到控制,使誤差得到有效的減少。具體的加工流程見圖3。
第一,將基準面OP 的對應頂點M 確定下來,并以MQ 和MN這兩條參考線為基礎來對MQ 和MN 兩條邊進行銼削。為了使后續加工具有足夠的余量,要使兩邊的角度大于108°。其次,根據MP=MO=,將P、O 兩點的位置確定下來。為了為后續加工具有足夠的余量,∠ QPO 和∠ NOP 也要大于108°。第三,將OP 作為基準,對QP 和NO 進行對稱加工,并保障∠ QPO 和∠ NOP 能夠滿足相關要求,從而使2S 和5V 的尺寸精度得到保障。第四,將QP和NO 作為基準,對MQ 和MN 進行對稱加工,保障孔心位置和∠ NMQ、∠ PQM、∠ ONM 的精度,并對QV 和NS 的精度進行保障。
在使用該方法進行加工時要做到主次分明,找準加工的側重點,結合實際情況對各項指標進行調整,從而保證每項指標的精度,對誤差進行控制。
3、結語
本文簡要的分析了中心鉆孔的正五邊形的加工方法。要保障正五邊形的加工精度,就要使用對稱加工的原則,使誤差累積次數得到減少。因此可以使用直角三角形的勾股定理來對正五邊形每個邊的端點和頂點的位置進行確定,從而使正五邊形的加工精度得到有效的保障。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

