


摘要: 用單齒 BTA 刀具進行深孔鉆削時,刀具磨損通常以刀齒后刀面磨損為主。本文提出一種基于人工神經網絡的后刀面磨損值預測方法,采用試驗設計的方法進行 BTA 鉆削試驗,通過萬能工具顯微鏡來測量刀齒后刀面的磨損值,得到訓練樣本。通過有限的訓練樣本建立關于切削速度、進給量和軸向力的刀齒后刀面磨損量的預測模型,然后運用 MATLAB 進行仿真與計算。試驗和仿真結果表明,該模型能有效預測刀齒后刀面磨損值,為減少刀具磨損提供了依據。
關鍵詞: 人工神經網絡; 單齒 BTA 鉆; 后刀面磨損值
1、 引言
現代切削對深孔加工技術的要求越來越高,深孔加工環境相對封閉,刀具磨損很難控制,造成加工質量降低,極大限制了深孔加工技術的發展。目前在深孔加工中,BTA 鉆削因具有良好的加工質量和穩定的加工性能得到了廣泛應用。單齒 BTA 鉆包括刀齒、刀體和兩個導向條,其磨損最先出現在刀齒后刀面,因此,通過測量深孔加工過程中單齒 BTA鉆刀齒后刀面磨損值來表示刀具磨損,有助于改善深孔加工質量。
人工神經網絡近年來技術發展比較成熟,在深孔加工領域已得到初步應用,可利用神經網絡來預測深孔加工過程中單齒 BTA 鉆刀齒的后刀面磨損值。BP 網絡是神經網絡模型中應用最成熟、最廣泛的模型[1]。本文以切削速度、進給量和軸向力為設計變量,確定了鉆削試驗方案,得到訓練樣本,然后利用 BP 神經網絡模型來構建刀齒后刀面磨損值的預測模型。
2 、試驗
如圖 1 所示,選用 T2120 深孔鉆鏜床進行鉆削試驗,試驗對象為直徑 60mm 的鎳合金( NCr9) 。試驗采用直徑 D = 15mm 的單齒 BTA 機夾可轉位深孔鉆頭鉆孔。鉆孔長度 500mm,每個孔用新的刀具鉆。采用三向銑削測力儀測量軸向力,并用萬能工具顯微鏡測量刀齒后刀面磨損值。為更好地研究切削參數( 切削速度和進給量) 和軸向力影響刀齒后刀面磨損的預測模型,僅設置這三個變量,其他因素不變。試驗測量數據見表 1。
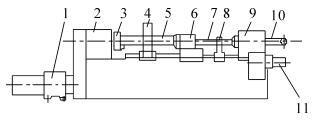
圖 1 T2120 深孔鉆鏜床結構
1. 主軸電機 2. 主軸箱 3. 卡盤 4. 工件中心架 5. 工件 6. 輸油器7. 鉆桿 8. 支撐架 9. 鉆桿進給座 10. 排屑管 11. 進給電機
表 1 試驗數據

3 、刀齒后刀面磨損值預測和 BP 神經網絡模型的建立
3. 1 網絡結構
用試驗所得數據 來 訓 練 和 測 試 神 經 網 絡 結構[2]。BTA 鉆削過程的神經網絡模型見圖 2。輸入數據為切削速度、進給量和測得的軸向力,用來預測刀齒后刀面磨損值。BP 神經網絡是一種包括輸入層、隱含層和輸出層的前饋神經網絡,Hecht-Nielsen證明具有 1 個隱含層的 3 層前饋型網絡可以逼近任何多變量函數,故本文采用 3 層 BP 神經網絡[3]。輸入層 u 有 3 個神經元,輸入數據由切削速度 Vc、進給量 f 和軸向力 F 組成; 輸出層為一個神經元 v,輸出數據只有刀齒后刀面磨損值。根據Kolmogoro定理,按照經驗公式 k = 2u + 1 確定隱含層神經元數目,得出隱含層 k = 7。
3. 2 BP 神經網絡訓練
運用 MATLAB 中的神經網絡工具箱中有關神經網絡設計、訓練以及仿真的函數來實現 BP 網絡的訓練。在實際訓練過程中,首先需要對輸入數據進行預處理,本文采用常見的歸一化處理方法,訓練時采用歸一化處理后的數據,訓練結束后對得到的輸出數據再進行反歸一化處理。然后進行采用 newff函數進行 BP 神經網絡的創建,對網絡進行初始
化。網絡訓練使用函數 train( ) ,采用批處理模式的訓練函數,用普通訓練函數中的梯批度下降訓練函數 traingd 進行訓練,得到如圖 3 所示網絡訓練誤差圖。用 sim 函數仿真該網絡得到預測值。

圖2 建立的神經網絡模型

圖3 訓練誤差圖
3. 3 BP 神經網絡預測和結果分析
運用 MATLAB 程序確定網絡結構和各個部分的參數,對刀齒后刀面磨損值進行預測,得到預測值如表 2 所示,并與試驗測量值進行比較( 見圖 4) 。由表 2 數據可見,預測數據和試驗數據之間具有很好的相關性。刀齒后刀面磨損的試驗值與神經網絡預測值的較為接近,平均誤差百分比不超過 13. 09%。
表 2 后刀面磨損的預測值和試驗值的比較
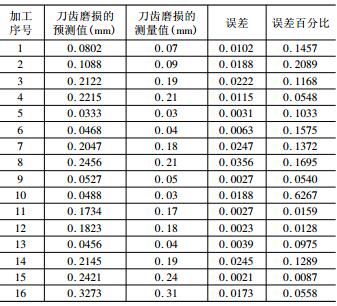
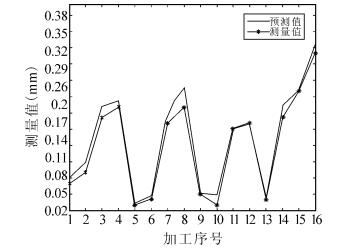
圖 4 預測值與測量值的比較
4 、結語
運用 BP 神經網絡對深孔鉆削過程中的單齒BTA 鉆刀齒后刀面磨損值進行預測研究。試驗和仿真結果表明,用神經網絡對刀具磨損進行預測具有良好的泛化處理能力。設計和測試的 3 - 7 - 1 拓撲結構網絡模型可以很好進行預測。通過對試驗數據的分析,可以證實網絡的輸入數據( 切削速度 Vc、進給量 f 和軸向力 F) 和輸出數據( 刀齒后刀面的磨損值 VB) 之間具有相關性,神經網絡是能夠學習的。為預測刀具的磨損值和減少刀具磨損提供了指導意義。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

