


提高Y54插齒機加工范圍的方法
2019-5-28 來源:威海天諾數控機械有限公司 作者: 王浩 林龍 黃式程 周興
摘要:通過調整裝刀位置,成功地擴大了插齒機的加工范圍,提高了該設備的加工能力。
插齒機是內齒輪加工的重要機床之一。其原理是依據內齒輪嚙合原理,插齒刀代替小齒輪做無間隙的嚙合運動。目前我廠使用的Y54插齒機加工范圍:最大模數m=6,最大齒寬75m m(內齒)。但在實踐中,有些分度圓直徑較小的內齒輪最大加工齒寬為40mm,我們通過調整裝刀位置,成功地擴大了加工范圍,提高了該設備的加工能力。
我廠新開發的產品中 ,有一模數m=3、齒數z=35、齒面寬L=78mm的內齒輪套。要加工此零件,插齒刀行程至少需要8 8 m m ,插齒機的行程可以滿足它的要求,但插齒機主軸肩面至插齒刀之間的距離就大大超出了Y54插齒機的加工范圍。為解決此難題 , 我們把裝刀位置進行了調整。具體方法是在Y54插齒機裝刀處加了一個接桿(見圖1、圖2)。
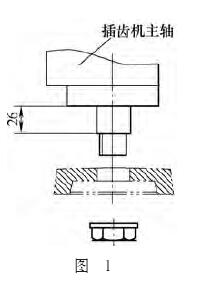
接桿在制造過程中要注意上端的φ 31.75mm內孔與下端φ 31.75mm圓同軸度不得大于
0.005mm,對端面垂直度不得大于0.005mm。通過接桿的內螺紋將接桿擰緊在機床主軸上,啟動機床主軸保證接桿隨機床主軸旋轉時外圓、端面跳動在0.008mm以內;然后關機,將插齒刀通過螺釘安裝在接桿下端(見圖2)。
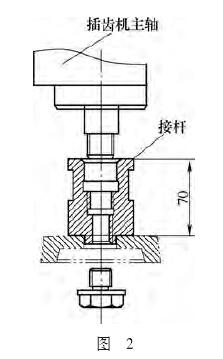
通過圖1、圖2相比較,我們很直觀地看到,插齒刀與機床主軸端面之間的距離加大44mm ;再通過調整插齒刀的移動位置就可順利地完成我們所需零件的加工。當所加工的內齒輪分度圓直徑較小,需要用較小分度圓直徑(75mm)的插齒刀插削時,機床所能加工內齒輪齒面寬就更小(不超過40mm),我們所做的接桿就更能發揮它的作用。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

