


摘要:齒輪加工工藝方案直接影響著齒輪的結構形狀、生產難度、生產批量、生產精度等因素,不同齒輪種類需要采用不同的工藝方案。由于不同精度等級對齒輪工藝方案選擇有著決定性影響,因此,加強對齒輪工藝方案的研究有著重要意義。基于此,本文重點對不同的齒輪工藝方案進行研究,探究各類齒輪工藝方案的特點與優劣勢。
0、引言
對于齒輪來說,由于所要求的精度、使用壽命、耐磨性都有著極大的差異。并且還要分析齒坯的幾何精度、形位公差、尺寸精度等問題。因此,在齒輪加工過程中通常要比平常器件加工高出1-2個等級。由于齒坯精度是保障齒形加工決定因素,因此,需要技術人員重點加強對齒坯加工精度。下文我們就針對齒輪工藝不同的方案進行研究。
1、普通精度齒輪加工方案
1.1 工藝過程分析
第一加工階段。該階段主要是將齒坯進入到機械加工的階段。由于齒輪的轉動精度取決于齒形精度和齒距分布均勻性,這對滾齒同時采用的定位基準精度有著直接的聯系,因此,該階段主要是基礎性加工階段,主要是為后續的機械加工奠定基礎,保障端面和內孔精度能夠滿足實際的設計需求。再者,該階段除了保障齒形的精基準,同時也需要對齒形外的次要表面進行加工,需要在該階段的后期完成。
第二階段。對于不需要淬火的齒輪,則該階段是最后一項加工工藝,在該階段需要加工出符合設計圖的齒輪。而對于需要硬淬的齒輪來說,必須要能夠保障在該階段中加工出足夠滿足齒形的精度標準,因此,該階段是保障齒輪精度的重中之重,需要技術人員特別注意。
第三階段。該階段主要是進行熱處理工藝。也就是對齒面進行淬火加工,從而提高齒面的硬度,保障其硬度能夠滿足設計標準。
第四階段。該階段主要是精加工階段。在該階段加工中需要將淬火后的齒輪進行加工,從而進一步提高齒形精度以及降低表面的粗糙程度,保障其最后成型產品能夠滿足精度要求。該階段加工中,需要對定位基準面進行修整,由于淬火后的齒輪內孔與端面都會出現一定程度上的變形問題,如果在淬火后直接應用孔和端面作為基準進行加工,非常難以達到齒輪的精度要求。但通過修整過后的基準面定位則能夠實現齒形的精度加工,保障定位的精準性,并且余量分布也更加均勻。
1.2 確定定位基準
由于定位基準會直接影響齒形的加工精度,軸類的齒輪齒形加工通常需要采用頂尖的孔定位技術,一些大模數的軸類尺寸則會選擇齒輪軸頸和一端面進行定位;盤套類齒輪齒形加工通常都是采用兩種定位基準。其主要包括:
第一,內孔和端面定位。需要選擇不僅是設計基準,同時也能夠實現測量和裝配基準的內孔作為主要的定位基準,這樣不僅能夠保障基準原則的重合性,同時也能夠保障齒形加工工序基準的統一性。由于在嚴格控制內控精度的條件下,專用芯軸在定位上不需要進行找正,因此會大大提高齒輪的生產率。
第二,外圓和端面定位。齒坯內孔在通用的芯軸上安裝,并且采用正外圓來決定著孔中心位置。因此,需要保障齒坯外圓對內孔徑向跳動要足夠小,由于該種方法找正效率較低,通常應用在小批量生產當中。
1.3 齒端加工
齒輪齒端加工主要有倒棱、倒尖、倒圓以及去毛刺等。其中,倒尖、倒圓加工后的齒輪,會沿著軸向滑動從提高嚙合度;倒棱工藝能夠有效去除齒端的銳邊,這些銳邊在經過碳淬火后變得非常脆,在齒輪傳動中很容易造成崩裂問題。在再用銑刀進行齒端倒圓過程中,銑刀在急速旋轉的過程中會沿著圓弧做出往復擺動,通常是每加工一齒則往復擺動一次。在加工完畢過后,工件會沿著徑向推出,之后在傳送到下一個齒端當中。值得注意的是,齒端加工必須要能夠趕在淬火工藝之前,通常都是在滾齒工藝完畢后在進行齒端加工。
1.4 精基準修正
由于在齒輪淬火過后,其精準孔會產生一定的變形問題,為了能夠保障齒形加工質量,則需要對基準孔進行修正工作。
第一,外徑定心花鍵孔齒輪通常應用花鍵推刀進行修正。在修正過程中,推孔需要避免產生歪斜現象,可以采用加長的推到進行引導,這樣能夠有效避免產生歪斜問題,并且修正效果非常明顯。
第二,修正圓柱孔可以采用推孔或磨孔技術,其中,推孔會提高生產效率,主要應用于未經過硬淬工藝的齒輪;磨孔精度高,但其生產效率有待提高,如果齒輪淬火后內孔變形嚴重、硬度高、內孔大、厚度薄的情況,則可以采用該項技術。在進行磨孔過程中,需要以齒輪分度圓定心,這樣即可保障磨孔后的齒圈徑向跳動較小,對后續加工工藝非常有益。為了能夠有效提高生產率,可以采用金剛鏜代替磨孔,生產效率提升明顯。
2、高精度齒輪加工方案分析
2.1 加工工藝的特點
高精度齒輪(見圖1)相比普通精度齒輪的施工更加復雜,并且所需要確定的參數也非常多。其特點表現在:
第一,定位基準精度要求高。通過分析圖 1 可以了解到,其定位基準內孔尺寸精度為準85H5。并且基準端面的粗糙度要求非常高,為Ra1.6μm,端面對基準孔的端面圓跳動為 0.014mm,這幾項數據均比普通精度齒輪要求更高。因此,在進行齒坯加工過程中,除了加強端面與內孔垂直度外,也需要預留一定的空間開展精加工。在精加工過程中,其加工孔和端面主要采用磨削工藝,首先以齒輪分度圓與端面作為主要的基準磨孔,再通過磨孔定位的形式來確定基準磨端面,加強對端面調控的控制工作,這樣才能夠保障齒形加工精度能夠滿足實際要求。
第二,齒形精度加工要求較高。為了能夠保障加工精度要求,其應該選擇磨齒的加工方案,也就是通過滾齒——齒端加工——高頻淬火——基準修正——磨齒的一系列加工方案,該種的加工方案規定精度為 4 級,但生產率相對較低。因此,在齒面進行熱處理過程中,如果必須要采用高頻淬火工藝,為了能夠降低變形率,可以將磨余量縮小道 0.1mm,這樣能夠在一定程度上提高磨齒效率。
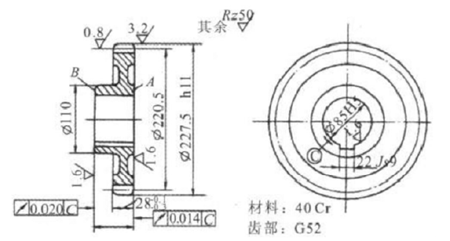
圖1 高精度齒輪
2.2 高精度齒輪拉鍵槽加工中的注意事項
拉鍵角度需要在顯微鏡下進行測量,待到合格之后才能夠進行拉鍵。該中施工方法精度非常高,角度檢測非常精準,但由于是采用顯微鏡進行計量,因此,操作起來相對復雜、檢測時間長,每檢測一個齒輪需要花費25分鐘的時間,不適用于大批次的生產,同時也會受到齒端倒角影響,容易產生鍵槽角度拉鍵調整問題。為了能夠避免上述出現的問題,可以從定位夾作為切入點。需要保障拉鍵夾具的精度能夠滿足實際要求。在加工方面,需要制定相應的操作流程標準,盡最大的可能降低人為因素影響。如操作人員是否將工件表面擦干凈、拉鍵定位是否存在雜物、工件定位是否緊靠夾具定位面等,通過多方的考慮才能夠保障鍵槽拉鍵角度。為了能夠保障鍵槽角度檢測的精準性與便捷性,可以需要采用能夠將角度誤差轉變為百分比形式的檢測儀器,這樣能夠提高數據檢測的精準性,快速判斷拉鍵槽角度是否精準,從而提高了生產效益,保障鍵槽角度的精確度。
3、結束語
綜上所述,本文重點探究了齒輪工藝方案,主要包括普通精度的齒輪加工工藝和高精度齒輪加工工藝,其中,高精度齒輪加工工藝需要注意定位基準內控精度、基準端面粗糙度、端面對基準孔端面跳動等,其余工藝與普通精度齒輪加工工藝大相徑庭,需要根據齒輪實際加工要求合理選擇工藝方案。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

