


磨床主軸箱有限元分析及優化設計’
2016-8-31 來源:武漢理工大學機電工程學院 作者: 黃繼雄 趙黎明 晏少亞
摘要:以某專用磨床主軸箱為研究對象,采用Solidworks建立主軸箱的參數化模型,利用Workbench對主軸箱原模型進行靜力分析和模態分析。根據分析結果初選12個尺寸參數作為設計變量,并對其進行靈敏度分析,篩選出對主軸箱主軸孑L部位變形影響最大的六個參數。在此基礎上進行多參數多目標優化,并對優化結果予以校驗。最終實現在保證主軸箱靜動態特性的前提下,降低主軸箱質量,提高優化效率。
關鍵詞主軸箱;靜力分析;模態分析;靈敏度分析;優化設計
1、引言
主軸箱用以支撐并傳動主軸,是機床的關鍵零部件。主軸箱的靜動態特性直接影響到磨床的加工精度、機床的可靠性[1~2]、抗震性能等,對主軸箱進行動靜態特性分析變得越來越重要。周孜亮[3]等對高速立式加工中心進行有限元分析,并據此對主軸箱實現多目標多尺寸優化,顯著提高主軸箱的靜動態特性。王禹林[4]等對某大型旋風銑床主軸箱進行模態分析找出薄弱環節,利用力熱耦合分析進行綜合優化,提高了主軸箱動靜剛度。牛穎‘53等人對HDBS-63高速臥式加工中心主軸箱進行靜動態特性分析,選取優化參數,進行優化設計,提高了主軸箱剛度,降低了質量。
2、有限元模型
2.1箱體結構
某專用磨床主軸箱分為前后兩個部分。前箱體主要用來安裝自動夾緊裝置,與主軸卡盤一起實現對工件的定位夾緊;后箱體定位、安裝在轉塔頭上,其內部的傳動元件構成主運動傳動鏈,實現主軸傳動。前后箱壁上的主軸孔實現對主軸的定位與支撐。
圖l主軸箱裝酉B圖
2.2有限元模型
網格質量的好壞直接決定分析計算的效率和結果的可靠性[3]。因此在有限元建模時須對箱體模型進行必要的簡化,去除模型中的倒角、圓角、小尺寸孔等。另外主軸部件的軸向位移是由主軸箱前箱壁和前端蓋限制的,主軸部件和自動夾緊裝置對主軸箱前后箱壁的剛度影響不大,故有限元模型中去除主軸部件和自動夾緊裝置。將實體模型導人ANSYS Workbench,進行網格劃分,最終生成74261個網格,節點數為339061。
主軸箱毛胚采用鑄造成型技術,材料為HT200,密度為7200kg/m3,彈性模量為1.48E+11Pa,泊松比為0.27。
2.3邊界條件
邊界條件包括約束條件和載荷條件。由于主軸箱安裝在轉塔臺上,用螺栓進行固定,故對六個螺栓孔采取固定約束,對主軸箱安裝配合面采取位移約束。機床工作過程主要有兩種工況:工況一是磨削過程中主軸箱承受的載荷,此時自動夾緊裝置處于自鎖狀態,夾緊驅動力消失,主軸箱主要受磨削力、齒輪嚙合力及箱體內部安裝部件重力作用;工況二是夾具夾緊過程中主軸箱所受載荷,此時主軸箱主要受夾緊裝置驅動力和箱體內部安裝部件重力作用。
3、動靜態特性分析
3.1靜力分析
靜力結構分析是用來計算結構在給定靜力載荷作用下的響應[5]。靜力分析結果是評價結構性能的重要指標。主軸箱的靜態特性直接影響到主軸工作狀態。同時主軸箱由于受自身材料限制,其抗拉、抗壓強度有限。因此須對靜力分析結果進行針對性查看。
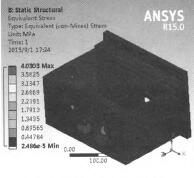
圖2工況一主軸箱應力云圖
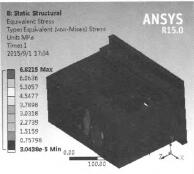
圖3工況二主軸箱應力云圖
由圖2、圖3可知,工況一、工況二時主軸箱最大應力分別為為4.03MPa、6.82MPa,最大應力都在前箱壁中部。這是由于主軸箱在主軸孔和電動推桿安裝孑L受載荷作用造成的。主軸箱材料HT200能承受的極限應力為200MPa,遠大于主軸箱在承受的最大應力。
工況一時主軸孔變形量(如圖4)直接影響機床加工精度。此時主軸孑L各方向的最大變形量為:X軸0.22ffm,Y軸0.81tzm,Z軸1.44ffm。為保證機床加工精度,主軸孑L X軸、Z軸最大變形量不得超過0.5ffm,Y軸(非敏感方向)不得超過1_um。主軸孔Z軸方向變形明顯超過允許的最大值。

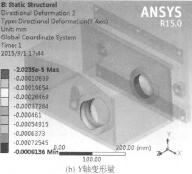
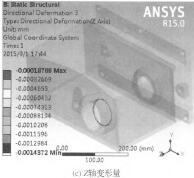
圖4主軸孔各方向變形量
3.2模態分析
模態分析可以確定結構的固有頻率和振型,尋找結構的薄弱環節,避免共振[6]。模態分析分為自由模態和約束模態[7]。本文采用約束模態分析,考慮了螺栓、定位銷以及主軸箱安裝面的影響,對其施加了相應的約束。
表1為主軸箱前4階固有頻率。主軸是由一對齒輪嚙合傳動,主軸工作轉速為166rpm,故齒輪嚙合頻率為105.1Hz,因此主軸箱受到的激振頻率范圍為0~105.1Hz。主軸箱的一階固有頻率為593.28Hz,在其受到的激振頻率范圍以外,不會引起共振。
表l主軸箱前4階固有頻率

4、尺寸參數靈敏度分析
4.1優化參數選擇
主軸孔Z軸變形超過允許值,X軸、y軸變形量及一階固有頻率卻有一定的富余。在保證主軸箱靜動態特性的前提下,為降低主軸箱質量,故需要對主軸箱進行優化。主軸孑L變形過大主要是由主軸箱前箱壁剛度不夠造成,可以通過以下方法提高前箱壁剛度:縮短主軸箱前箱壁跨度、增加主軸箱前箱壁厚度以及添加加強筋。因此根據優化尺寸獨立原則選取如圖5所示的12個優化參數。
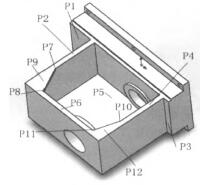
圖5:優化參數選取
根據主軸箱結構尺寸及內部安裝尺寸要求,在不影響主軸箱基本性能的前提下,選擇合適的優化參數變化范圍,如表2所示。
表2優化參數初始值及變化范圍

4.2靈敏度分析
靈敏度分析是通過一定的數學方法和手段,計算出結構的靜動態性能參數隨設計變量變化的大小和正負[8]。根據選取的優化參數建立參數化模型利用Spearman[9]相關性判定方法,確定各變量對主軸箱靜動態特性的影響。圖6反映了初選的12個優化參數對主軸箱的主軸孔X軸、y軸、z軸三個方向變形量的影響。由圖可知,DS—P1、DS—P2、DS_P3、DS—P4、DS—P5、DS—P6對主軸孑L各個方向變形量影響較大。

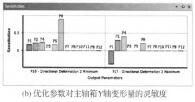
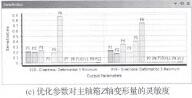
圖6優化參數靈敏度分析
5、優化設計
5.1尺寸優化設計
Workbench優化設計須具備三要素:設計變量、約束條件和目標函數。其數學模型如下式所示。
式中,X一(X1,X2,...,Xn)是設計變量,廠(X)是目標函數,G(X)是約束函數。其中GL和Gy分別是約束函數的下限與上限,XL和Xy分別是設計變量的下限和上限。
根據靈敏度分析結果,最終選取六個尺寸參數為設計變量,并以主軸孑L X軸、y軸、Z軸三個方向的變形量為約束條件,質量最小化為目標函數進行優化設計,進行響應面優化[10]。最終優化結果圓整后如表3所示。
表3參數優化結果

5.2優化結果校驗
按照最終的尺寸參數優化結果對主軸箱模型進行再生,并以此建立有限元模型,分析其靜動態特性。再生后的主軸箱的主要靜動態特性參數如表4所示。
表4優化后主軸箱主要靜動態特性參數
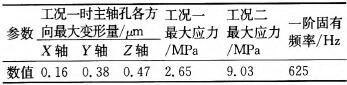
優化后主軸箱的主軸孔在X軸、y軸、Z軸三個方向的變形均符合要求,特別是Z軸方向的變形量降低到0.5/,m以下。主軸箱在工況一的最大應力有所降低,在工況二下的最大應力卻增大到9.0373MPa,但仍遠遠低于HT200所能承受的極限應力。主軸箱的一階固有頻率有所提高,遠離激振頻率范圍。優化后的主軸箱總體質量從45.504Kg降低到42.552Kg,減少了2.952Kg。
6、結語
通過對主軸箱進行靜力分析和模態分析,得到主軸箱的靜態特性參數。根據分析結果選取12個尺寸優化參數作為設計變量,利用靈敏度分析,找出對主軸孔各方向變形量影響較大的六個參數。運用響應面優化,確定最終的尺寸參數大小,實現對主軸箱結構快速改進,提高了優化設計效率。同時在保證主軸箱靜動態特性滿足要求的前提下,降低了6.49%的質量,實現主軸箱輕量化。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

