控")



基于 PMAC 的馬鞍形焊縫焊機數(shù)控系統(tǒng)研究
2020-8-19 來源:燕山大學(xué)機械工程學(xué)院 、繼續(xù)教育學(xué)院 作者:李宇鵬 郭超峰 孫洪勝
摘要: 基于 PMAC 運動控制卡開發(fā)了馬鞍形焊縫焊機數(shù)控系統(tǒng)。首先,構(gòu)建了數(shù)控系統(tǒng)硬件結(jié)構(gòu)。然后,針對接管與筒體焊接前存在變形、安裝誤差等復(fù)雜情況,提出采用馬鞍形曲線直接插補和在線示教方式相結(jié)合的軌跡規(guī)劃策略。MATLAB 仿真結(jié)果表明,該策略很好地實現(xiàn)了對焊槍運動軌跡的控制。最后,基于模塊化設(shè)計理念開發(fā)了數(shù)控系統(tǒng)軟件,其功能完善,運行穩(wěn)定,實現(xiàn)了對馬鞍形焊縫焊機的控制。
在石油、化工、核電等行業(yè)壓力容器的制造中,廣泛存在接管與筒體相貫形成的馬鞍形焊縫的焊接[1]。由于相貫線是復(fù)雜空間曲線,采用人工或半自動設(shè)備焊接時生產(chǎn)效率低、焊接質(zhì)量不穩(wěn)定,產(chǎn)品可靠性差;采用通用的機器人進行焊接時,價格昂貴且編程難度大[2]。因此,越來越多地采用馬鞍形焊縫自動焊機。由當(dāng)前市場上主流的日本 FANUC、德國 SINUMERIK 等CNC 系統(tǒng),不具備馬鞍形曲線直接插補算法,且其硬件和軟件的封閉性較強,很難對其進行功能擴展。
目前大多采用直線或圓弧插補方法實現(xiàn)馬鞍形曲線焊縫的焊接,存在編程難度大、線速度不均勻焊接質(zhì)量差等問題。開放式數(shù)控系統(tǒng)具有可移植性可擴展性、相互操作性等特點,已成為當(dāng)前CN發(fā)展的必然趨勢[3]。
本文根據(jù)馬鞍形焊縫焊機的功能特點和壓力容器接管焊接工藝技術(shù)要求,提出采用馬鞍形曲線直接插補算法和示教相結(jié)合的軌跡規(guī)劃策略,基于 PMAC 運動控制卡構(gòu)建馬鞍形焊縫焊機數(shù)控系統(tǒng)硬件結(jié)構(gòu),并采用模塊化設(shè)計理念開發(fā)數(shù)控系統(tǒng)軟件。
1 、硬件結(jié)構(gòu)
1. 1 馬鞍形焊縫焊機結(jié)構(gòu)
馬鞍形焊縫焊機結(jié)構(gòu)如圖 1 所示,焊機主體部分由回轉(zhuǎn)軸、徑向軸、升降軸和擺動軸構(gòu)成。焊接機的回轉(zhuǎn)運動是由伺服電動機通過大減速比減速器,帶動整個箱體繞靜止的主軸轉(zhuǎn)動。三爪卡盤通過法蘭盤和主軸相連接。徑向軸和升降軸采用兩個直線模組組合成的十字滑臺。
焊槍擺動機構(gòu)采用蝸桿蝸輪減速器,結(jié)構(gòu)更為緊湊,精度更高。在接管和筒體通過手工打底焊固定后,通過三爪卡盤將馬鞍形焊縫焊機錨固在接管內(nèi)壁上,通過升降軸和回轉(zhuǎn)軸的聯(lián)合運動完成接管馬鞍形焊縫的焊接。為了實現(xiàn)高的定位精度和運動平穩(wěn)性,4 個軸的電動機都采用交流伺服電動機,并配以相應(yīng)的伺服驅(qū)動器驅(qū)動。

1. 2 馬鞍形焊縫焊機數(shù)控系統(tǒng)硬件結(jié)構(gòu)
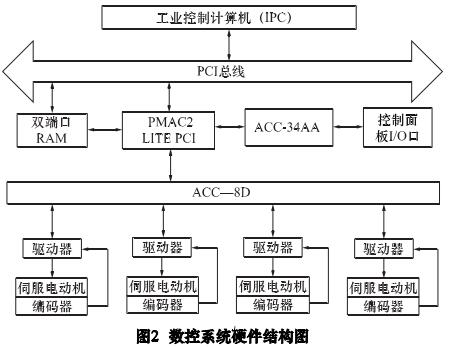
根據(jù)馬鞍形焊縫焊接對控制系統(tǒng)的要求,采用“工控機+運動控制卡”的上、下位機結(jié)構(gòu)形式構(gòu)建的數(shù)控系統(tǒng)硬件結(jié)構(gòu)如圖 2 所示。
上位機選用研華公司高性能 IPC-610H 工控機,下位機選用 PMAC2 LITEPCI 運動控制卡,將 PMAC 運動控制卡插入工控機的總線插槽中實現(xiàn) PMAC 和工控機的連接,通過 PCI 總線和雙端口
RAM 兩種方式實現(xiàn)工控機與 PMAC 的通訊。PMAC 與焊機的 I/O 端口通過 ACC-34AA 接口板連接,用戶通過自行設(shè)計 PLC 程序,可實現(xiàn)對送絲機、焊接電源等開關(guān)量的控制。
采用 ACC-8D 端子板連接運動控制卡和驅(qū)動器,實現(xiàn)各個運動軸的伺服閉環(huán)控制。
2 、馬鞍形曲線插補算法
插補算法是數(shù)控系統(tǒng)的核心,它不僅決定著數(shù)控系統(tǒng)的插補精度,還對數(shù)控加工編程的復(fù)雜程度有影響。依據(jù)馬鞍形曲線焊縫的特點和壓力容器焊接工藝要求,焊槍保持既定位姿條件下,通過回轉(zhuǎn)軸和升降軸的聯(lián)動就能夠?qū)崿F(xiàn)馬鞍形曲線焊縫的焊接[4]。
采用馬鞍形曲線直接插補算法,用戶只需要輸入簡單的幾何參數(shù)就能夠自動規(guī)劃出焊槍的運動軌跡[5]。但實際上,由于接管定位不準確或者筒體變形等原因造成馬鞍形曲線直接插補算法難以滿足高質(zhì)量焊接要求。如果單純采用示教方式,不僅示教點多而且每個接管的焊接都需要示教,導(dǎo)致示教難度大、效率低。
針對馬鞍形曲線焊接的復(fù)雜情況,本文提出采用馬鞍形曲線直接插補與在線示教方式相結(jié)合的軌跡規(guī)劃策略,對于偏離標準馬鞍形曲線的部分焊縫,進行人工在線示教方式,既解決了直接插補時靈活性差,又解決了單獨采用示教規(guī)劃時效率低、難度大等難題。
2. 1 馬鞍形曲線直接插補算法
設(shè)馬鞍形曲線的參數(shù)方程為:
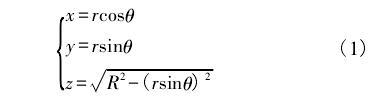
式中: R 為筒體半徑; r 為接管半徑; θ 為旋轉(zhuǎn)角度。如果保持回轉(zhuǎn)軸的角速度恒定,即每個插補周期T 內(nèi)步進角 Δθ 恒定,則焊槍末端線速度不斷變化,不利于焊縫成形,易產(chǎn)生焊接缺陷,影響工件使用壽命。因此,要實時地調(diào)整步進角 Δθ 的大小使焊槍末端線速度保持恒定[5]。
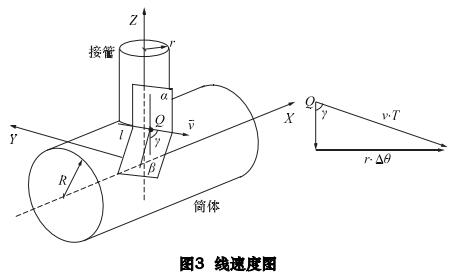
如圖 3 所示,馬鞍形曲線上任意一點 Q,過點 Q 分別與接管、筒體外表面相切的平面為 α和 β,平面 α 和 β 相交于直線 l,則過該點的線速度 v的方向為直線 l 的方向向量,Q 點線速度方向與 Z 軸的夾角為 γ。由于在一個插補周期 T 內(nèi),旋轉(zhuǎn)角 θ 的增量 Δθ 很小,對應(yīng)的曲線都可以近似成直線段,從而得到:
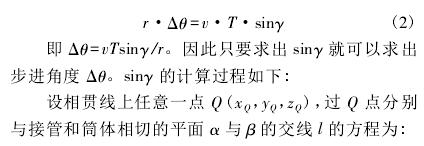
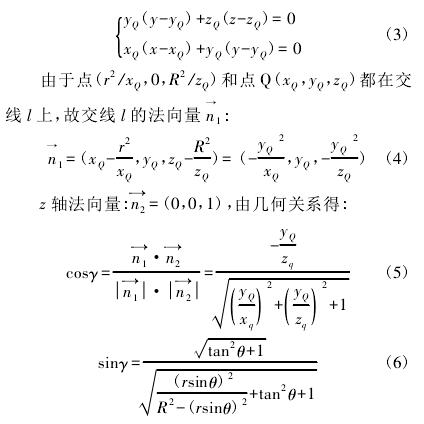
將式( 6) 代入式( 2) 可求出恒定焊接速度 v 時步進角度 Δθ,再由式( 1) 可得升降軸的進給量 Δz。

2. 2 示教方式軌跡規(guī)劃與插補算法
目前,NURBS 曲線已成為工程制造領(lǐng)域流行的自由曲線表達方法。但 NURBS 曲線的表達式比較復(fù)雜,在反求控制頂點時計算量大,且當(dāng)權(quán)因子選取不當(dāng)時會引起畸變[6]。B 樣條曲線相比
NURBS 曲線不僅能夠滿足一般工程問題的要求,而且表達式更為簡單。其中,三次均勻 B 樣線條曲線在分段連接點處是 C2連續(xù)的,故其在工程設(shè)計中應(yīng)用最廣。三次均勻 B 樣線條曲線的數(shù)學(xué)表達式為:

由于在示教起始點和結(jié)束點的線速度為已知,故可得兩個約束條件:
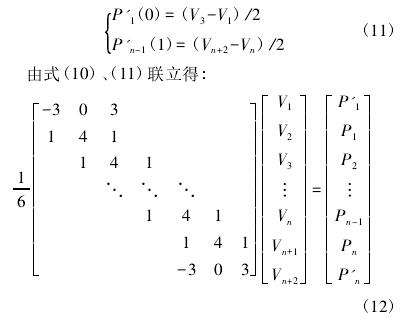
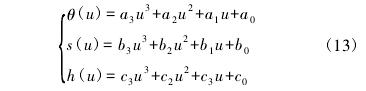
通過示教可以得到焊機各個運動軸的運動量構(gòu)成的示教點( θ,s,h) ,由式( 12) 可求出所有的特征點,再將求出的特征點代入式( 9) ,可以得到各個運動軸的參數(shù)表達式:
當(dāng)前,三次 B 樣條插補算法可分為: 等參數(shù)插補算法、恒速度插補算法、基于精度要求的插補算法、基于加速度要求的插補算法和基于精度和加速度要求的插補算法 5 種類型[6]。為實現(xiàn)焊接速度的恒定需求,本文采用恒速度的三次均勻 B 樣條插補算法。其計算步驟如下:
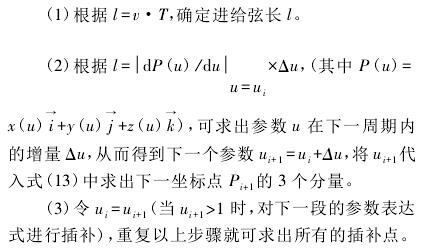
要求出 d P( u) /du 的值,需要知道焊接位置點在笛卡爾坐標系下的表達式。由于本課題中有旋轉(zhuǎn)軸和擺動軸,且各個運動軸的參數(shù)表達式不是在笛卡爾坐標系下求出的,需要將其轉(zhuǎn)換到笛卡爾坐標系下才能求出 d P( u) /du 。以下說明求解 d P( u) /du 的基本過程。
焊機復(fù)位后,升降軸線和擺動軸線的交點 A 到焊機旋轉(zhuǎn)軸線的距離為 L1,到焊機坐標系 XoOoYo面的距離為 L2,擺動桿長為 L3。
根據(jù)馬鞍形焊縫焊機的結(jié)構(gòu)特點,以回轉(zhuǎn)主軸軸線和減速器底面的交點為焊機坐標系原點 Oo,建立焊機坐標系 Oo- XoYoZo,如圖 4 所示。
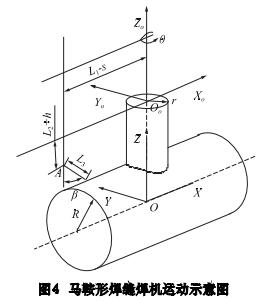
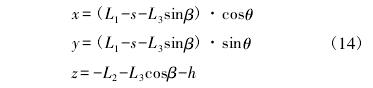
與焊機復(fù)位時相比,焊機各個運動軸的運動情況如下: 旋轉(zhuǎn)軸從 X 軸正向開始按逆時針方向繞 Z 軸的旋轉(zhuǎn)角度為 θ,徑向軸沿 X 軸的移動距離為 s,擺動軸的擺動角度為 β。設(shè)焊槍末端點在焊機坐標系中的位置為( x,y,z) ,則其表達式為:
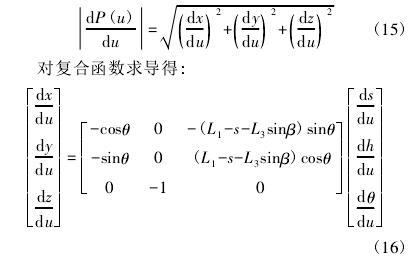
由于 x、y、z 都是關(guān)于 s、h、θ 的表達式,且 s、h、θ 又都是關(guān)于參數(shù) u 的表達式,故可得:
將式( 16) 代入式( 15) 可得 d P( u) /du。若接管半徑 r = 250 mm,筒體半徑 R = 800 mm,插補周期 T =0. 02 s,焊接速度 v = 10 mm / s、L1= 400 mm、L2= 100mm、擺動桿 L3= 100 mm、擺桿夾角 β = 4°。
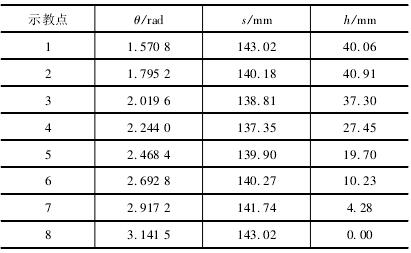
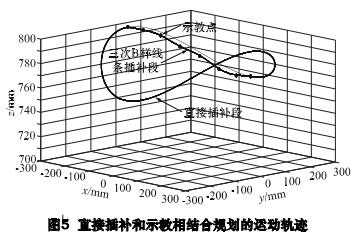
焊接前在試運行模式下,根據(jù)實際情況對焊槍進行調(diào)整,得到的示教點如表 1 所示。通過 MATLAB 仿真得到的馬鞍形曲線直接插補和示教方式規(guī)劃的焊槍運動軌跡,如圖 5 所示。
由圖可知,直接插補段插補結(jié)果是馬鞍形曲線的一部分,示教編程段規(guī)劃出的運動軌跡是一條光滑的曲線,其與直接插補段連接處過渡平滑,證實了該軌跡規(guī)劃策略的合理性和可行性。
表 1 示教點
3 、數(shù)控系統(tǒng)軟件開發(fā)
本文選用 WINDOWS XP 為數(shù)控系統(tǒng)軟件開發(fā)平臺,采用 VC + + 6. 0 開發(fā)工具,通過調(diào)用 PCOMM32. DLL 動態(tài)鏈接庫實現(xiàn)工控機和 PMAC 卡之間的通訊,依據(jù)馬鞍形焊縫焊接對焊機的功能要求,基于模塊化設(shè)計理念開發(fā)數(shù)控系統(tǒng)軟件,并借助 PEWIN 軟件對 PMAC 卡中相應(yīng)參數(shù)進行設(shè)置,系統(tǒng)軟件結(jié)構(gòu)如圖 6 所示。

3. 1 系統(tǒng)實時控制模塊
實時控制模塊是在 PMAC 卡固有的模塊基礎(chǔ)上進行的功能模塊開發(fā),主要包括: 插補計算模塊、伺服控制模塊、開關(guān)量控制模塊和狀態(tài)監(jiān)控模塊。
( 1) 插補計算模塊。該模塊的任務(wù)是在一定焊接速度和精度要求的前提下,按照預(yù)處理算法計算出焊槍的運動軌跡,再生成各個軸運動指令。
本文采用數(shù)據(jù)采樣法插補思想,由上位機完成粗插補、下位機完成實時精插補。粗插補采用馬鞍形曲線直接插補算法或三次均勻 B 樣條插補算法,精插補采用 PMAC 卡提供的 SPLINE1 模式,該模式采用 S 型曲線加減速,在區(qū)段交界處速度和加速度沒有突變[7]。
( 2) 伺服控制模塊。
由 PMAC 運動控制卡完成位置閉環(huán),伺服驅(qū)動器完成電流和速度這兩個閉環(huán)的控制。采用 PMAC 卡為用戶提供的“PID+速度/加速度前饋+NOTCH 濾波”的控制算法。
( 3) 開關(guān)量控制模塊。
該模塊主要完成對馬鞍形焊縫焊機的開關(guān)量的控制,包括焊接電源開關(guān),送絲機開關(guān),限位開關(guān)等,需要用戶為用到的 PMAC 卡中的每個 I/O 口定義一個 M 類變量,編寫相應(yīng)的 PLC 程序可實現(xiàn)對焊機的邏輯順序控制。
( 4) 狀態(tài)監(jiān)控模塊。
該模塊主要是實時地檢測運動控制卡的狀態(tài)和電動機的狀態(tài)、位置、速度等信息,并通過雙端口 RAM 實現(xiàn) PMAC 卡和工控機的通信。
3. 2 系統(tǒng)管理模塊
系統(tǒng)管理模塊是數(shù)控系統(tǒng)軟件中非常重要的組成部分,主要實現(xiàn)系統(tǒng)初始化參數(shù)設(shè)置、焊接參數(shù)設(shè)置、手動操作、自動定位、故障診斷、加工運行等功能。
( 1) 系統(tǒng)主控模塊。
主控模塊要為操作者提供一個直觀的、友好的操作環(huán)境。主控模塊應(yīng)包含系統(tǒng)控制所需的所有控制按鈕和設(shè)定選擇欄,而且要方便用戶操作。主模塊主要包括系統(tǒng)參數(shù)設(shè)置、焊接參數(shù)設(shè)置、手動操作、診斷、啟動和停止等按鈕。開發(fā)的馬鞍形焊縫焊機數(shù)控系統(tǒng)主界面如圖 7 所示。

( 2) 焊接參數(shù)設(shè)置模塊。
通過對焊接工件尺寸、坡口尺寸以及焊絲直徑等焊接工藝參數(shù)的設(shè)置,通過調(diào)用多層多道焊接路徑規(guī)劃模塊[8],計算出各個焊道的位置,每焊完一道焊縫,將焊槍進行一定的偏移,實
現(xiàn)多層多道連續(xù)自動焊接。
( 3) 示教模塊。
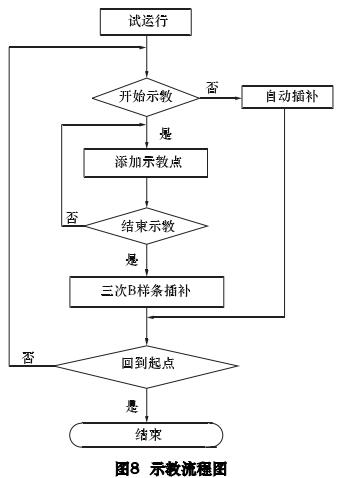
將焊槍調(diào)整到焊接起始點,并進入試運行模式,當(dāng)焊槍偏離標準馬鞍形曲線時,及時按下“暫停”按鈕,進行人工示教規(guī)劃焊槍運動軌跡。示教流程如圖 8 所示。
4 、結(jié)語
本文根據(jù)馬鞍形焊縫焊接的特點和高質(zhì)量焊接要求,基于 PMAC 運動控制卡開發(fā)了馬鞍形焊縫焊機數(shù)控系統(tǒng)。提出的馬鞍形曲線直接插補算法和示教相結(jié)合的軌跡規(guī)劃策略,能有效地控制焊槍的運動軌跡,且具有較高的軌跡精度。基于模塊化設(shè)計理念 在Window 平臺下采用 VC + + 編程語言開發(fā)了數(shù)控系統(tǒng)軟件,經(jīng)調(diào)試運行表明該系統(tǒng)性能良好,運行穩(wěn)定,操作簡單,實現(xiàn)了對馬鞍形焊縫焊機的控制,滿足了壓力容器中接管與筒體的高質(zhì)量焊接要求。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年10月 新能源汽車銷量情況
- 2025年10月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年10月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年10月 軸承出口情況
- 2025年10月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年10月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年9月 新能源汽車銷量情況
- 2025年9月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年9月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年9月 軸承出口情況
- 2025年9月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年8月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年7月 新能源汽車銷量情況