


數控龍門銑鏜床加工水輪機控制環方法與技巧
2022-4-28 來源: 中國長江動力集團有限公司 作者:聶士海, 陳榮, 高有謀
摘要:針對水輪機大型零部件控制環圓周上斜孔加工難點,對設備選用、工件裝夾、刀具選用、加工過程等方面進行研究,形成較為合理的圓周斜面及斜孔加工方案。實際應用表明,圓周上斜面及斜孔加工方案能保證孔的加工滿足設計要求,對以后此類圓周斜面及斜孔零件的數控加工提供了參考。
關鍵詞:數控龍門銑鏜床;圓周上斜面及斜孔;機械加工
0、引 言
水輪機的關鍵零部件——大型控制環上圓周分布的斜面、斜孔加工是整個零件加工中的難點。控制環本體外輪廓的直徑為5700 mm,圓周上有16個與環體平面夾角60°的臺面,每個臺面上有一個垂直于臺面的準50+0.030 定位銷孔,銷孔的孔徑精度和位置精度要求高,加工難度大。這些16-準50+0.030 定位銷孔都以60°的方向按圓周均布指向控制環的空間原點上,各孔之間累計誤差不大于0.05mm,加工中如何采取有效的技術手段保證斜孔的角度和在圓周上的位置精度是加工成功與否的關鍵。本文以大型控制環圓周斜面及斜面上銷孔加工過程為研究對象,通過合理選擇設備、工件裝夾方法、刀具、加工參數、加工方法及手工編制數控程序等,形成了一套經生產應用證明行之有效的圓周上斜孔加工工藝。
1、加工難點
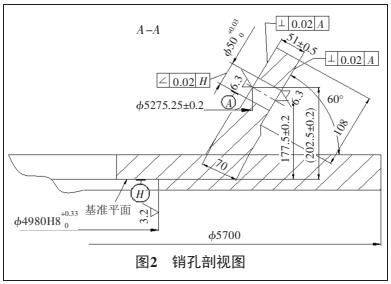
水輪機控制環結構如圖1、圖2所示。

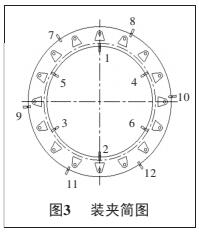
1)控制環裝夾容易造成變形。零件外形尺寸較大,并且是Q235-B材料的焊接件,在零件裝夾的時候,要選擇正確的夾緊點,然后按照夾緊點的位置選擇合適的壓緊力,要使壓緊點和支撐點保持一致,讓夾緊力作用在支撐點上,從而避免因裝夾而使工件變形。并且壓緊點在不干涉加工的情況下,盡量選擇靠近加工面,才能減小加工過程中產生的變形。對于控制環這個零件,我們認真分析其結構特點,選擇在內外圓周錯開加支撐和壓緊(如圖3),同時考慮裝夾的先后順序,以精車基準平面下面墊等高鐵并打表檢查基準平面平面度,打表按順序壓緊,保證表針晃 動 不 超過0.01 mm,外圓周加可調墊鐵并打表適當壓緊,保證表針晃動不超過0.01 mm,同時要加大零件和夾具的接觸面積,這樣就會減小在裝夾時零件產生的變形。
2)控制環圓周斜面和垂
直于上臺面的銷孔加工難點。控制環圓周上有16個與環體平面夾角60°的臺面,每個60°臺面的正反兩面都需要加工,并且凸臺反面加工空間有限,不易加工,臺面厚度51+0.5-0.5 mm,而臺面上需要加工的正反斜面較大,如果選用一般刀具,用沉切法加工,加工時間較長、效率低,而且也達不到圖樣要求的粗度。零件外形尺寸較大,環體件剛性差加工過程易變形,定位銷孔加工精度要求較高,50銷孔尺寸公差為0~0.03mm,相對基準面的角度公差為0.02 mm方向按圓周均布指向控制環的空間原點上,各孔之間累計誤差為0.05mm, 各孔之間累計誤差不大于0.05 mm。
2、工藝方案
2.1 設備選用
根據工件外形尺寸和設計的要求,加工設備我們選擇了德國科堡移動龍門銑鏜床,設備主要參數如表1所示。
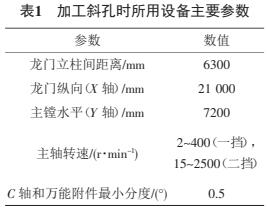
表1所示設備參數完全可以滿足控制環圓周上60°的臺面正反面加工和臺面垂直方向上的斜孔加工。
2.2 工件裝夾注意事項
零件裝夾時要保證兩個過中心的60°臺面與X軸平行,要保證另兩個中心的60°臺面與Y軸平行,以圖2所示的“基準平面”作為基準,裝夾校正好,同時也要考慮數控機床C軸的分度角及數控加工程序的編寫,為后面加工做好充分的準備,保證工件的各個位置的精度和公差。在裝夾時按照本文第1節的方法放置支撐點,按照圖3所示的序號去校正適當夾緊,可有效減少零件在加工時產生的應力變形。
2.3 刀具選擇
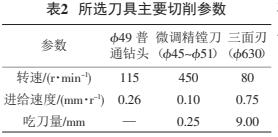
三面刃 (630)、49普通鉆頭和微調精鏜刀 (45~51)的主要切削參數如表2所示。
3、加工過程
3.1 確定工件
坐標系首先要確定工件的X、Y軸的零點,即圖1中的O點。然后確定Z軸零點:把萬能附件頭在沒有安裝刀具的端面與圖2所示“基準平面”重合,完成Z軸對零。這一步非常關鍵,關系到各個孔相對于空間的位置度,要把Z軸對零誤差控制到最小,運行加工程序,X軸、Y軸、Z軸回到工件中心。這時手動把萬能附件頭B軸旋轉-60°,并運行B軸旋轉后的模態程序,系統默認B軸角度就可以了,保證附件頭的角度和工件上的凸臺面的孔角度統一軸線,通過三軸加工程序完成圓周上各個凸臺面及斜孔的加工。
3.2 編寫加工程序
確定刀具的長度 (即刀尖到附件頭端面的長度),在控制面板參數里面設置好刀具的長度、厚度、半徑,在編程中可以直接寫刀具代號;然后編寫加工程序,要熟練運用ROT、AROT、TRANS、ATRANS指令編寫加工臺面上的正反斜面的加工程序。
程序一:

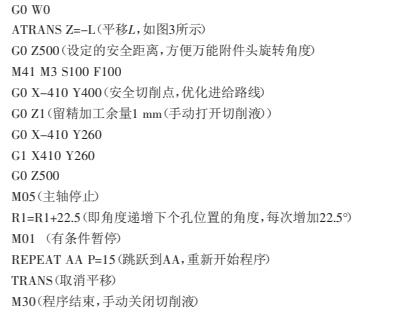
該程序是加工16-60°臺面正反面的粗精加工通用加工程序,粗加工時正反面各留有1 mm加工余量(手動打開切削液);加工反面的斜面時,需注意三面刃的厚度(三面刃的厚度已在選用刀具時設置好)。留余量是為了防止零件在粗加工時產生變形,同時也是為了精加工時松開所有的壓板,為應力釋放做好準備工作。程序二:
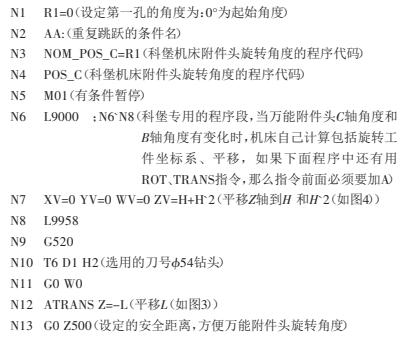
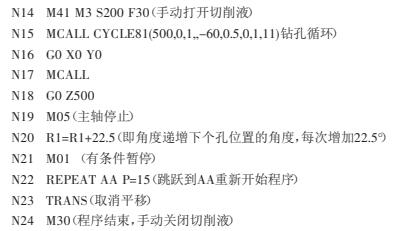
該程序時加工垂直于臺面的50銷孔(手動打開切削液),預鉆成49的通孔,為精鏜孔做好準備。以上所有的粗加工都已經完成,可以松開所有的壓板,使工件適當釋放加工時產生的應力,再一次適當地夾緊,重新確定工件的加工零點,那么在精加工時可最大限度地減少工件變形,保證各個相關尺寸。
精加工16-60°臺面的正反面時,需要更換好三面刃的刀片,在加工余量小的情況下,可有效保證臺面的厚度51 mm。只是在鏜孔時,需要更改程序二中的“程序段N15” 鉆孔循環,更改成鏜孔循環:N15 MCALLCYCLE86(500,0,2,,-52,1,3,0,-0.2,0,0,0,1,11),并更改刀具號H3(微調精鏜(45~51)),微調精鏜刀需多次調整刀具直徑,來完成孔的加工。使用鏜孔循環的優點是在每次鏜孔完成后,退刀時可以有效地避免退刀時劃傷孔壁,保證孔的表面質量。
上述簡單的加工宏程序中的H`2和L,如果圖樣沒有給尺寸,我們可以通過三角函數計算得出,如:H`2=R·tan30°、L=R/cos 30°(如圖4)。當然也可以通過CAD軟件畫圖進行測量得到。

4、結論
本文在分析水輪機控制環圓周斜面及斜孔加工技術要求和加工難點的基礎上,從設備選用、工件裝夾、刀具選用、加工過程等方面進行研究,形成較為合理的圓周斜面及斜孔加工方案。生產實際裝配應用表明,圓周上斜面及斜孔加工方案能保證加工滿足設計要求,為以后此類圓周斜面及斜孔零件的數控加工提供了參考。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

