


四種輔助氣體對激光切割鍍鋅板的影響
2017-6-12 來源:遼寧科技大學應用技術學院 作者:高亮,陳宇翔,苗露
摘要:為了研究鍍鋅板激光切割工藝,開展了 Nd:YAG 脈沖激光切割機切割厚度是0.5mm 的熱鍍鋅板的工藝實驗,使用了氮氣(N2)、氧氣(O2)、氬氣(Ar)和空氣四種輔助氣體。分別使用激光電源的不同工藝參數,包括輸出電流、脈沖脈寬、脈沖頻率等,通過多次實驗測出最佳工藝參數,氮氣(N2)的最佳工藝參數為電流160A、脈寬1ms、頻率60Hz、加工速度400mm/min;氧氣(O2)的最佳工藝參數為電流140A、脈寬0.8ms、頻率50Hz、加工速度450mm/min;Ar能切開但掛渣較多的工藝參數為電流170A、寬1.2ms、頻率65Hz、加工速度300mm/min;空氣的最佳工藝參數為電流160A、脈寬1.0ms、頻率65Hz、加工速度300mm/min。通過測量切縫寬度以及觀察掛渣量的多少,判斷切割質量,得到結論:氧氣適用切割較厚鍍鋅板,氮氣適用切割薄鍍鋅板,氬氣切割鍍鋅板效果不佳,針對本次實驗,空氣切割質量最好。
關鍵詞:激光器;激光切割;鍍鋅板;工藝參數;縫寬
0.引言
因鍍鋅層在鋼鐵表面具有物理屏蔽及電化學保護作用[1],所以鍍鋅板具有良好的耐腐蝕性[2-3],被廣泛應用在電力、建筑、交通、化工等領域[4-6]。尤其是在汽車領域里,使用超高強度的鍍鋅板可以大幅度提高車身耐腐蝕性能,提高 汽車的使 用 壽 命[7]。傳統機械切割技術切割鍍鋅板對鍍層具有破壞作用,而且不易實現復雜情況的切割[8]。激光切割技術具有切割速度快、切縫窄、工件無變形、靈活性等優點[9-10],廣泛應用在工業加工領域[11]。目前,國內激光切割應用范圍正在不斷擴大,已達幾十個領域,其中最具有代表性、應用最為廣闊的是汽車制造業。據估計,約有60%的汽車零部件可以通過激光切割來提高質量[12],包括汽車焊接用到鍍鋅板的切割,但國內研究鍍鋅板切割文獻幾乎沒有。鍍鋅板焊接質量的好壞主要取決于切割過程是否存在掛渣、過燒現象、切割縫寬大小以及對鍍鋅層的影響,所以研究激光切割影響光能量的因素對切割鍍鋅板質量好壞具有重要意義。
影響激光切割的因素很多,如激光聚焦的透鏡焦距、加工對象對激光的吸收波長、決定能量大小的輸出功率、脈沖輸出功率的比例和頻率等。除此以外,從噴嘴向被加工件噴射的輔助氣體對加工質量及加工性能也起著重要的作用[13-14]。
本文從Nd:YAG脈沖激光器的輸入功率、頻率、脈寬、加工速度等幾個方面研究激光切割鍍鋅板工藝實 驗。分別使用四種輔助氣體(依次是氮氣(N2)、氧氣(O2)、氬氣(Ar)和空氣)下的不同工藝參數,進行多次切割實驗,通過 塞尺測量每組切縫寬度,繪制出數據相對應的圖片,觀察掛渣量多少進行比較分析數據,從而得出結論。
1.實驗方法
1.1 實驗設備
實驗采用固體 Nd:YAG激光切割機,見圖1。其型號是JHM-1GY-300B。參數為激光波長1.06μm,激光額定平均功率300 W,激光脈沖頻率1~200Hz(可調),激光脈沖寬度0.1~20ms(可調),聚焦鏡焦距f=75mm,聚焦光斑直徑0.3~0.6mm。四種輔助氣體為氮氣(N2)、氧氣(O2)、氬氣(Ar)和空氣。

圖1 Nd:YAG 激光切割機
1.2 實驗材料
實驗所用材料是熱鍍鋅板 DX51,材料的尺寸為150.0mm×133.0mm×0.5mm,實驗的切縫長度22mm。切割材料板如圖2所示。
圖2 DX51鍍鋅板
1.3 實驗結果與分析
1.3.1 實驗方法及結果
實驗分別使用氮氣(N2)、氧氣(O2)、Ar和空氣四種輔助氣體,每組輔助氣體下通過調節激光器的輸出電流、頻率、脈寬以及工作臺的加工速度,依次取十組值進行切割實驗,每道切縫均用塞尺測量寬度,然后使用 Origin 畫出寬度隨電流的變化曲線、寬度隨頻率的變化曲線、寬度隨脈寬的變化曲線、寬度隨加工速度的變化曲線,結果如圖3~圖6所示。
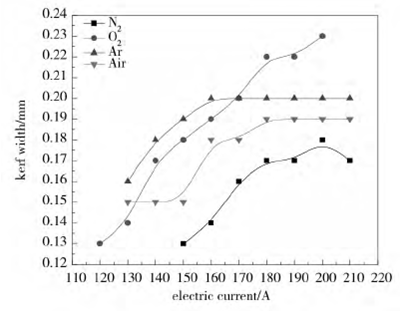
圖3 不同電流下的切縫寬度
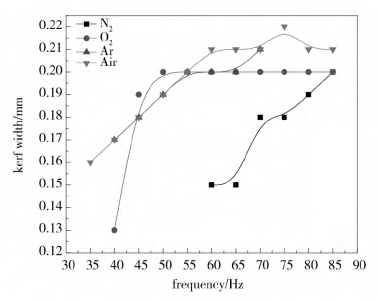
圖4 不同頻率下的切縫寬度
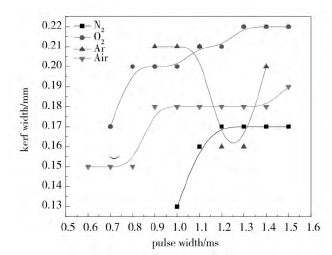
圖5 不同脈寬下的切縫寬度
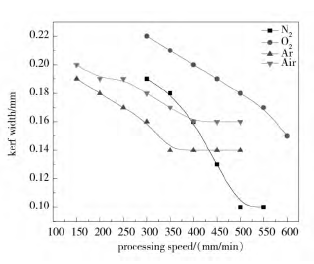
圖6 不同加工速度下的切縫寬度
這里針對此設備定義新的激光器參數,焦相點即激光切割機噴嘴與工件表面貼合住,往上移動的相對距離。因為設備實際焦點不易確定,本實驗取焦相點,進行每次實驗之前都調節焦相點,大小均為0.75mm,所以可認為每次實驗的離焦量相同。
2.結果分析
2.1 共同規律
從圖3~圖6可看出,增大電流、頻率、脈寬,減小加工速度,都能增大切縫寬度。這是因為增加輸出電流、頻率、脈寬,減小加工速度即是增加了單位面積上激光器的輸出能量,即增大激光功率密度,照射工件表面使其熱量累積,熔化的切縫寬度會增大,但增大到一定程度時,趨于不變,因為此時影響切縫的變為光斑直徑,離焦量相同時,其光斑直徑基本一致,所以切縫寬度趨于不變。
2.2 不同規律
2.2.1 使用氮氣(N2)作為輔助氣體切割
如圖3~6所示,其切割切縫最窄,但需要閾值能量較大。因為氮氣(N2)主要作為保護氣體,能夠吹除熔渣,趨于不變的參數相對氧氣較大,實驗測得最佳工藝參數為電流160 A,脈寬1ms,頻率60Hz,加工速度400mm/min。
2.2.2 使用氧氣(O2)作為輔助氣體切割
如圖3~圖6所示,氧氣(O)切割,切縫最寬,切割閾值能量比較低。因為氧氣具有助燃效果,切割鍍鋅板需要能量相對其他氣體的需要能量小,但其燃燒產生熱量大,所以切縫寬度較大。
實驗測得最佳工藝參數為電流 140 A,脈 寬0.8ms,頻率50Hz,加工速度450mm/min。
2.2.3 使用氬氣(Ar)作為輔助氣體切割
如圖3~圖 6 所示,需要輸出能量較大。因為氬氣(Ar)作為惰性氣體,主要起到保護氣體的作用,但其保護性能不如氮氣,熔渣吹除困難,由于掛渣量太大,實驗中塞尺不易測得數據,測得數據不夠準確(如圖5曲線所示)。所以即便是能切開,其切縫掛渣太多,后續工藝處理更加困難。
實驗測得氬氣(Ar)作為輔助氣體能切開(掛渣量大)的工藝參數為電流170A,脈寬1.2ms,頻率65Hz,加工速度300mm/min。
2.2.4 使用空氣作為輔助氣體切割
如圖3~圖6所示,切縫寬度位于氮氣(N2)和氧氣(O2)之間。因為空氣均含有這兩種氣體,既能起到助燃效果,也能起到保護氣體的作用,本次實驗使用空氣吹除熔渣效果也是最好的。
實驗測得最佳工藝參數為:電流 160 A,脈 寬1.0ms,頻率65Hz,加工速度300mm/min。綜合以上分析,針對鍍鋅鋼板的激光切割技術,隨著激光功率密度的增大,切 縫寬度會 相 應增大。鍍鋅層在激光切割開始會產生鋅等離子體,吸收激光能量,激光能量太弱,則鋼板不易切開,會在鋼板表面產生大量黑色物質,屬于鋅蒸氣冷凝的結果。取工藝參數為相同輔助氣壓0.4 MPa,加工速度 300 mm/min,電 流 170 A,脈 寬 1.0 ms,頻率60Hz,焦相點0.75mm,在四種輔助氣體下分別進行一次實驗。實驗切割圖片金相顯微照片如圖7所示,其中,氬氣因掛渣過多未切開。通過塞尺測量縫寬,測量結果如表1所示。

圖7 三種輔助氣體切縫金相顯微對比(a)空氣切縫 (b)氮氣切縫 (c)氧氣切縫
表1 相同工藝參數下不同輔助氣體的縫寬

由圖7和表1可見,氬氣(Ar)切割質量較差,掛渣量太多,導致無法測量切縫寬度,所以氬氣(Ar)不適用于鍍鋅板激光切割的保護氣體;氧氣(O2)切縫最寬,切割掛渣量較小;氮氣(N2)切縫最窄,但掛渣量較大;本次鍍鋅板厚度是0.5mm,屬于薄板切割,所以氧氣切割容易,切縫較寬,因為氧氣具有助燃效果,更適用于厚板切割。本實驗設備最厚能切割2mm 的鍍鋅板,而本次針對0.5 mm 厚鍍鋅板切割實驗,氮氣作為輔助氣體時切縫最窄,空氣切縫寬度適中,掛渣量是四種氣體中最少的,原因是空氣中即有氧氣可以助燃,也具有氮氣,能起到保護作用,吹除熔渣效果較好。
3.結論
激光切割鍍鋅板屬于熱切割的一種,由于鍍鋅層的影響,相對其它鋼板,需要的激光能量較大。相對其他切割方法,激 光切 割對 鍍 鋅層的破壞不大。通過實驗可見如下結果:
(1)增加激光器電源輸入的電流、脈寬、頻率,以及減小加工速度會增大工件表面的光功率密度,從而增大了激光切割鍍鋅板的縫寬。
(2)氧氣(O2)切割鍍鋅板,具有助燃效果,切割能力最強,切縫寬度相應較大,對于厚板的切割適用。針對實驗所用的機器,最厚能切2 mm 厚度的鋼板。
(3)氮氣 (N2)切縫最窄,適用于薄鍍鋅板的切割。
(4)氬氣(Ar)作為輔助氣體,切割需要能量較大,切割掛渣量較多,效果不佳。
(5)空氣作為輔助氣體,其切縫寬度在氧氣(O2)和氮氣(N2)間,需要能量相對也不大,而且掛渣量是四種輔助氣體中最少的,所以本次實驗,空氣作為鍍鋅板切割的輔助氣體,切割質量最好。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

