


摘要:FASH160KE 仿形銑床是20世紀70 年代末引進德國大型模具加工產(chǎn)品,自安裝使用至今,電氣元件已嚴重老化,備件缺乏,特別是交磁放大及直流驅動器已無替代元件,因而造成控制調速失靈,已不能正常使用;同時其液壓仿形功能已無法修復,設備只能作為普通龍門銑床使用。設備機械部分尚精度良好,因此采用802D 數(shù)控系統(tǒng)及MICROMASTER-440 變頻器對其進行數(shù)控化改造。
關鍵詞:802D 數(shù)控系統(tǒng);數(shù)控機床;數(shù)控化改造DOI
1 、設備現(xiàn)狀及改造必要性
FASH160KE 仿形銑床是公司20 世紀70 年代末引進德國大型仿形銑床,在公司的模具加工及維修中發(fā)揮了巨大的作用,雖經(jīng)30 多年的使用,其機械精度及主軸性能良好,但由于其電氣系統(tǒng)故障頻繁,同時其液壓仿形功能損壞,造成該設備多數(shù)時間只能作為普通龍門銑床使用, 而且作為主要的驅動部件交磁放大及直流驅動器已無替代元件,造成控制調速失靈,設備長期無法正常工作,因此必須對其電氣系統(tǒng)進行改造。設備原主軸電機為交流三相異步電機,X,Y,Z,W的4軸采用西門子早期直流調速系統(tǒng),主要精度靠液壓仿形功能保證。
2 、改造方案設計
對于老設備的改造通常的做法主要是選用相應規(guī)格的驅動裝置及新的驅動電機控制設備的正常運行,而其控制系統(tǒng)可選用PLC或是數(shù)控系統(tǒng)作為設備的控制核心, 由于PLC 只能作為對設備邏輯功能進行控制,無法對設備加工制造能力和產(chǎn)品質量控制能力進行提高,因此,對于仿形銑床的改造,根據(jù)其機械性能良好,且采用滾珠絲杠進行傳動,選擇數(shù)控化改造將大大發(fā)揮該設備的能力。具體方案: 對設備控制系統(tǒng)采用西門子SINUMERIK802D數(shù)控系統(tǒng)進行控制,X,Y,Z,W(橫梁軸)4 軸采用SIMENS1FT6伺服系統(tǒng)及其配套的伺服電機進行控制驅動。
主軸保留原三相交流異步電機, 控制系統(tǒng)采用西門子MICROMASTER 440 變頻調速系統(tǒng)作為主軸電機的驅動裝置,并在802D 系統(tǒng)中將其配置為模擬主軸,通過減速箱,實現(xiàn)在高低速兩擋內的無級變速。
3 、SINUMERIK 802D 數(shù)控系統(tǒng)簡介
3.1 系統(tǒng)功能
SINUMERIK 802D 系統(tǒng)是近年來廣泛應用于數(shù)控車、數(shù)控銑以及經(jīng)濟型加工中心上的數(shù)控系統(tǒng), 由PCU(面板控制單元)、MCP(機床控制面板)、NC 鍵盤、伺服驅動功率模塊及電源、I/O 輸入輸出模塊、電子手輪等基本單元組成。PCU 作為802D數(shù)控系統(tǒng)的核心部件,將NCK(數(shù)控核心)、PLC、HMI(人機界面) 和通信任務集成在一起, 并用Profibus 現(xiàn)場總線將各單元連接起來, 組成一個可同時控制4個伺服進給軸和一個模擬主軸的數(shù)控系統(tǒng)。
3.2 PLC 部分
802D 數(shù)控系統(tǒng)各坐標軸的伺服控制由NCK 裝置完成,但機床邏輯控制則由PCU 內嵌的PLC 完成。機床外部輸入輸出信號經(jīng)I/O 模塊PP72/48 并通過Profibus 現(xiàn)場總線實現(xiàn)與PLC 的連接,每個PP72/48 具有3 個獨立的50 芯插槽,包括24位數(shù)字輸入和16 位數(shù)字量輸出, 依次每個I/O 模塊具有72 位數(shù)字輸入和48 位數(shù)字輸出, 802D 系統(tǒng)最多可配兩塊PP72/48模塊, 及最多有144位數(shù)字輸入和96位數(shù)字輸出;PLC 的編程軟件使用Programming Tool Plc 802D, 該軟件與STEP-200PLC 編程軟件大致相同,使用LAD(梯形圖)作為編程語言,但所使用的通信接口和通信電纜有所不同。
3.3 驅動單元
SINUMERIK 802D 數(shù)控系統(tǒng)使用的是SIMODRIVE 611UE通用伺服驅動單元, 其配套的使用的電機為SIMENS 1FK6 和1FK71 系列伺服電機, 電機所配編碼器信號為1 Vpp 正弦波,611UE 配備的PROFIBUS 接口模塊用于速度環(huán)和電流環(huán)控制,位置控制環(huán)由PCU 實現(xiàn)。611UE 其控制模塊可選擇雙軸和單軸模塊,并且還可以在雙軸模塊上設置一個疊加軸。在本次對仿形銑床的改造中選用4 個單軸控制模塊控制4個驅動軸, 同時設定疊加軸,配置為模擬主軸,完成對主軸控制。
4 、SINUMERIK 802D 系統(tǒng)連接原理圖
SINUMERIK 802D 系統(tǒng)是基于PROFIBUS 總線的數(shù)控系統(tǒng),輸入輸出信號時通過PROFIBUS 總線的傳遞,位置調節(jié)也是通過PROFIBUS 完成;PCU 為PRIFIBUS 的主設備, 每個PROFIBUS 從設備(PP72/48,611UE) 都具有自己唯一的總線地址,因此設備在PROFIBUS總線上的排序是任意的。PP72/48模塊的總線地址由模塊上的地址開關S1設定,第一塊為“9”,第二塊為“8”;611UE的總線地址可以利用工具軟件SIMOCOMU設定;完成對PROFIBUS的連接后,PROFIBUS兩個終端設備的終端電阻開關應處于ON的位置,中間設備的終端電阻開關位置為OFF。
5 、設備電氣原理及PLC 編程
5.1 設備電氣原理、
經(jīng)過分析系統(tǒng),總共需要65個輸入點和28和輸出點,因此只需要選擇一塊PP72/48 模塊。伺服連接示意圖見圖1,主軸變頻器連接見圖2。
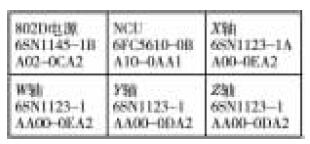
圖1 伺服連接示意圖

圖2 主軸變頻器連接圖
5.2 PLC 編程
由于SINUMERIK802D 系統(tǒng)隨編程軟件提供一套銑床的標準PLC 程序, 采用標準的西門子模塊化編程方式。主要包括MAIN(OB1)主程序模塊、COOLING(SBR43)冷卻模塊、AXIS_CTL(SBR40)軸控制模塊等數(shù)控系統(tǒng)控制主要功能模塊,只需要對應相應的地址,就可實現(xiàn)系統(tǒng)的基本功能。對于仿形銑床的改造, 由于外部控制的要求, 增加了SPINDE(SBR1)主軸控制模塊、YEYA(SBR2)液壓控制模塊、TOOLS(SBR3)道具控制模塊、TAOTONG(SBR6)套筒控制模塊4 個新的功能模塊。
6 、結束語
改造后的仿形銑床變成了一臺真正意義上的大型數(shù)控龍門銑床,設備精度高,性能可靠,故障率大大降低,操作方便。同時由于802D 系統(tǒng)能提供與電腦的通信能力,使得改造后的設備可實現(xiàn)在線加工能力,為公司的模具加工提供了可靠的保障。
如果您有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com


- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數(shù)據(jù)