0引言
近年來,我國機床制造業已經逐漸打破國外企業在汽車制造領域的壟斷,如沈陽機床的數控產品已經多次配套于該領域,上海汽車榮威發動機的缸體缸蓋自動化生產線就使用了沈陽機床的加工中心產品。但項目多限于粗加工及半精加工領域,如要在精加工領域有所突破,不僅要提高機床本身的制造精度及穩定性,更要熟悉汽車制造領域的關鍵加工技術。
發動機缸體缸孔、止口孔與缸體三軸孔的精加工難度較大,這些關鍵工序要求精度偏高,一般的柴油機的缸體缸孔的精度可以達到IT6,主軸孔與缸孔的垂直度為0.0015mm~0.02mm,缸孔的圓柱度范圍為0.006mm~0.008mm。轎車發動機多為汽油機,其缸體缸孔的加工精度要求則更高,對穩定性的要求也更高,目前我國大多數的汽車制造企業均是從國外進口數控機床或者專用的精密機床,用來滿足這些高精加工的要求。
1發動機止口與缸體缸孔加工技術的發展現狀分析
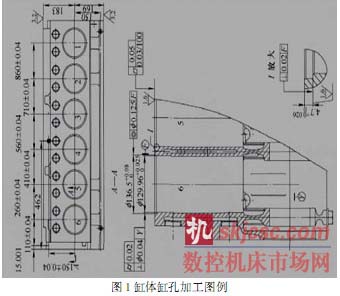
缸體是發動機的關鍵部件,而發動機作為汽車心臟,在影響汽車性能的各項因素中占有重要的地位。缸體缸孔加工如圖1所示,其發動機缸體缸孔深度的誤差范圍處于0.02mm~0.03mm,這一區間范圍在加工中很難保證。目前,國內機床制造企業僅僅可提供進行半精加工的精鏜式機床。高剛度精密鏜桿技術、精密鏜頭技術、測檢技術、高速高精切削穩定性、刀具補償技術、參數優化技術、數控驅動技術與機床的高剛度輕量化技術等均是滿足精加工要求的關鍵技術。
精鏜頭是在加工缸體缸孔與止口時最重要的部件。因為缸孔止口在深度尺寸上精度高,所以在鏜頭的設計中,加入了軸向定位系統,使鏜頭具有軸向浮動的功能。因汽油汽車發動機缸體一般為4、6缸或者以上,從體現組合機床的高效特性為出發點,一般的機床上均設有兩個或者兩個以上的主軸,即在同一滑臺上,需安裝兩個或者兩個以上的鏜頭,這些鏜頭的進給由同一滑臺來驅動。所以,常規通用鏜頭不能保證缸孔止口深度一致。為了解決該難題,對鏜頭就需要采用浮動的主軸,并且需要在主軸的前端處配置安裝擋鐵。這里,刀尖與擋鐵的尺寸調整極易操作,加工過程中,當擋鐵頂到了缸體的頂面時,用來鏜止口的刀剛好可達到要求的加工深度,若滑臺繼續進給,鏜頭相對滑臺與主軸同步地微量進給,而主軸停止不動,直至另一鏜頭的主軸前端接觸到擋鐵缸體,滑臺停止進給。所有鏜頭加工的止口的深度達到一致。此種結構鏜頭制造工藝復雜,采用進口軸承可滿足探頭旋轉精度與剛度的高要求,而對彈簧的選配、主軸與鏜頭軸承、箱體孔的配合也均有非常嚴格的要求。
由于在這類機床中,精鏜頭是其關鍵部件,對于驅動部件的運動精度要求也更高,所以以此為依據提高機床的相關設計理念,是滿足缸孔精加工要求的關鍵。一般情況下,機床采用單導軌、兩矩形導軌的雙側導向或者是兩導軌的外側導向滑臺,而采用三導軌數控機械滑臺的驅動方式則更利于缸孔精加工。三導軌滑臺是單導軌導向的鑲鋼導軌,且其處在滑臺接受軸向力的中間位置,其受力情況良好,且力矩較小,剛度較高,受熱時變形小,導向約束穩定,動態性能良好。同時,采用伺服電動機同步齒輪驅動精密滾珠絲杠,確保了滑臺進給的高精度性。
此外缸孔與止口精度的高低,直接影響到發動機的性能。所以,在缸孔的精加工中,刀桿一般采用國外的先進設計技術,采用自動補償鏜桿技術,保證加工孔系的高精度要求。
2發動機缸體的曲軸孔與凸輪軸孔加工技術
凸輪軸孔與曲軸孔的加工是發動機缸體加工的另一道重要工序,目前,我國機床制造企業所研制的數控專用機床與三軸孔加工機床,盡管在加工精度上可以達到同類產品的先進水平,但是相比于國外,仍存在著相當的差距。不管是在三軸孔的加工上還是缸體缸孔加工上,國外均已經采用了加工中心的柔性敏捷自動線來進行,使得機床的柔性化獲得大幅的提高,且包括對整個缸體的加工,并采取了機械手自動滾道進行輸送,實現了真正的高精、高效、高速的生產制造模式,對中小批量生產的適應性較高,尤其適合多品種的加工生產過程。近年來,一些機床企業擁有了一定的柔性線,汽車生產廠提供缸體的加工柔性自動線,并采用桁架機械手輸送方式。但是,對于缸體關鍵工序的加工,例如缸體缸孔與三軸孔等的加工,仍舊采用了專用的數控機床來加工來完成。
3結論
目前,刀具補償、輕量化、切削參數優化、在線檢測、高速驅動、可靠性、人工智能、傳感器以及專家系統等技術在我國已獲得成功的應用。但是,對缸體與缸蓋所有的工序加工均采用柔性的自動線進行生產仍處在開發階段。近期,我國加強了對裝備制造業的扶持政策,汽車發動機關鍵零件的高精度柔性、高效率的自動線創新技術也引起了業內的廣泛關注。相信我國的柔性自動線技術將在不遠的將來達到國際先進水平。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








