1 前言
滾動軸承是經過合理的設計、精密的加工和嚴格的檢查制造而成。軸承專用設備是保證工藝具體實現,保證產品質量和壽命的基礎。
隨著工業及科學技術的高速發展,國內外數控、伺服機械產品普遍向高精度、重負荷、少振動、低噪聲、高速、高壽命等方向發展。滾動軸承的制造技術及精度質量要求也在不斷地提高,對于軸承制造的母機--軸承加工的專用設備在加工精度、生產效率、自動化控制程度等方面提出了更高的要求。
由于我國軸承制造廠的建廠時期不同,所以軸承的專用設備的配備存在著較大的差異。早期建造的軸承廠配備的專用機床多為機械、液壓、氣動、電器(繼電器)的組合,而新一代的軸承專用機床已由伺服、數控、電器控制替代了部分液壓及復雜的機械控制,實現了自動化連線、在線自動測量、單機數控、伺服電機自動補償等功能,從而保證了加工出高精度的滾動軸承。
作為一個早期建造的軸承制造廠,急需趕上時代的步伐,更換新的數控軸承專用設備,以提高加工精度,滿足新的制造工藝,保證滾動軸承的質量要求,這是當務之急,重中之重。 對于軸承制造設備更新提出以下幾點看法,僅供參考。
2 一次性更換全廠的軸承制造設備
一個小型的軸承制造廠,僅有幾臺或十幾臺設備,在資金充足的情況下,一次性淘汰舊設備更換新設備是可行的方案,一步趕上時代的步伐。一個大型的軸承制造廠是做不到一次性更換的,其原因是:
(1)投入資金太大。
(2)新的設備需要經過一段時間的調試運行后,才能穩定生產。如果全部更換新設備就勢必停產一段時間,那么自身的軸承市場就受到沖擊,造成損失。失去的市場很難在短時間內奪回來。
3 分批、分期更換舊設備
分期、分批更換舊設備是一個好的辦法,但是也要根據企業設備改造資金的可投入性來決定更換設備的周期,如果企業的設備改造資金充足,可在短時間內企業不停產的狀態下,穩步趕上時代的步伐,加工出高精度的滾動軸承。
4改造舊的軸承專用設備提高加工精度
隨著科技進步,要不斷地改造滾動軸承專用設備,使其滿足加工高精軸承的能力,用節約的資金購買國際軸承行業中最領先的軸承加工設備。
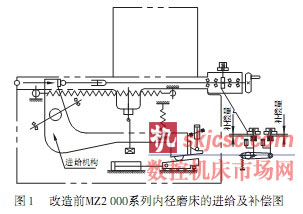
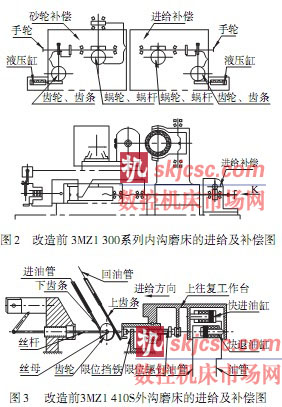
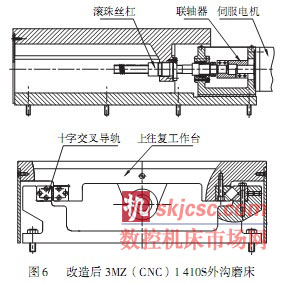
改造舊的軸承設備與國際領先的軸承制造業同步發展。僅以內、外圈的滾道、內圈的內徑磨削為例,無錫機床廠生產的MZ2000系列的內徑磨床,石家莊軸承設備廠生產的3MZ1300系列內溝磨床等,均為機械傳動、液壓、電器來驅動的設備,以上類型的滾動軸承專用設備曾經為中國的軸承制造業做出了很大的貢獻,但是在長時間的使用下加工精度都已出現了一系列的質量問題,加工出的軸承套圈出現了不同程度的散差,給軸承裝配合套增加了難度,同時也造成了一定數量的廢品,而這些設備部分主要機械部件已經過長時間的使用磨合,是優良的部件,性能穩定可靠,不會產生應力變形等問題;這些設備的缺點是進給補償等部件及運動部件由于長期磨損出現誤差,使設備加工精度降低,同時,電氣控制系統已經落后。圖1為改造前MZ2000系列內徑磨床的進給及補償圖。圖2為改造前3MZ1300系列內溝磨床的進給及補償圖。圖3為改造前3MZ1410S外溝磨床的進給及補償圖。
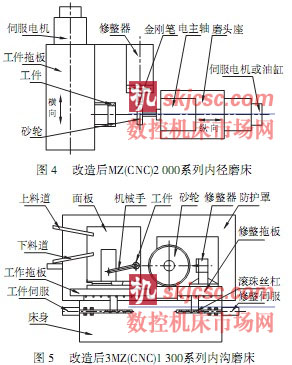
以下對三種設備進行改造,采用目前廣泛使用的數控伺服系統驅動,用滾珠絲杠來傳動進給,用十字交叉滾子來導向滑動。圖4為改造后的MZ(CNC)2000系列內徑磨床,圖5為改造后的3MZ(CNC)1300系列內溝磨床,圖6為改 圖5改造后3MZ(CNC)1300系列內溝磨床造后的3MZ(CNC)1410S外溝磨床。進給機構改造后,由伺服電機直接驅動,滾珠絲杠快進、工進、自動進給補償,減少了原機床復雜的進給機構,減去了傳遞間產生的誤差。經過改造后的機床在多年的使用中已經證明加工精度很高,完全趕上新型(CNC)控制的滾動軸承專用設備,而且比新型(CNC)控制的軸承設備穩定性好。
5通過設備連線實現自動化生產
為了保證滾動軸承的精度質量,軸承專用設備就應該不斷改進,不斷地提高自身的加工精度。在保證單機加工精度的基礎上,實現自動連線化生產,在具備隨機主動測量的前提下,增加加工后自動測量,以達到如下的目的--控制磨削直徑的實際尺寸,隨機平均值由被測直徑求出,并與機床主動測量控制裝置反饋的位置和趨向有關,其作用在于重調(零點校正)--剔除不合格的套圈--實現可變的修整循環,充分使用砂輪--存儲測值以便隨機調用質量統計資料,從而實現無人化生產的自動軸承加工線。
6結束語
以上僅對早期建造的軸承制造廠提高軸承專用設備加工精度確保軸承質量的問題談一下個人的看法,希望起到一定的借鑒作用。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








