0前言
薄板沖壓成形是汽車和航空航天等行業十分重要的制造技術,其中汽車車身中的金屬零件幾乎100%為薄板沖壓件,因此汽車車身的改型換代一直受到薄板沖壓成形技術的影響和制約。由于薄板沖壓成形是一個十分復雜的力學過程,沖壓工藝與模具的設計一直是很難的工程問題,常常導致模具制造和調試周期長、花費高,嚴重影響汽車新產品的開發進程。沖壓成形模具的設計制造一般流程如圖1所示。
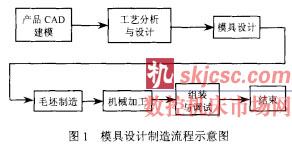
對一個典型的汽車覆蓋件的拉延工序來說,在最大并行化流程中,各階段的相對時間可估算如下:工藝分析與設計2天,模具設計5天,毛坯制造02天,機械加工 01天,組裝與調試10天以上。在上述時間估算中,毛坯制造含制作泡模時間約1周,鑄造時間約2周,組裝與調試時間理論上沒有上限,即如果工藝設計失敗,調試就會耗時很長,甚至無法成功。由此可知要縮短模具的設計制造總周期,縮短毛坯制造時間和調試時間是十分重要的。
要縮短調試時間關鍵是把好工藝設計關, 工藝設計合理,調試時間就可以控制, 否則就難以控制。隨著CAE技術的不斷成熟,通過應用CAE技術優化工藝方案和工藝參數是縮短調試時間的有效途徑。要縮短毛坯制造時間,有多種方法可以采用。對新產品研制來說,采用低熔點合金鑄造或快速原型技術等方法是行之有效的。對中小批量生產來說,不少企業采用鋼板組焊模,并取得了高速度和低成本的良好綜合效果。調查研究表明,鋼板組焊模不僅已在實踐中表現出高速度和低成本的優點,而且也具備高品質的潛力,其中關鍵是要提高鋼板組焊模設計制造中的技術含量。在國家科技部"十五"重點科技攻關課題支持下,開展了這方面技術的系統研究, 并提出了一套大型覆蓋件沖壓模具毛坯快速制 造的新技術。這里將重點討論模具毛坯快速制造中的關鍵技術, 即毛坯型面的快速成形技術與裝備。
1基于離散型面模的毛坯曲面構件快速成形技術與裝置
通過對大型覆蓋件沖壓成形模具的系統分析,人們不難發現其毛坯可分成平面構件和曲面構件兩大類,如圖2所示。其中平面構件可用厚鋼板切割組焊而成,而曲面構件則需經過較復雜的加工方可制得。現在企業中常使用的方法包括兩類,即壓力機輔助的手工冷彎和手工熱彎。
手工冷彎適合厚度較小的鋼板,如板厚小十03Inln,而熱彎適合于厚度大于03mm的鋼板,目前的問題在于無論是熱彎還是冷彎都憑工人的技巧來獲取給定的構件曲面形狀,誤差很大,有時可大到一個板厚,使毛坯在加工時被完全銑穿,從而使毛坯報廢。為解決這一問題,開發了一套離散型面模系統,如圖3所示。
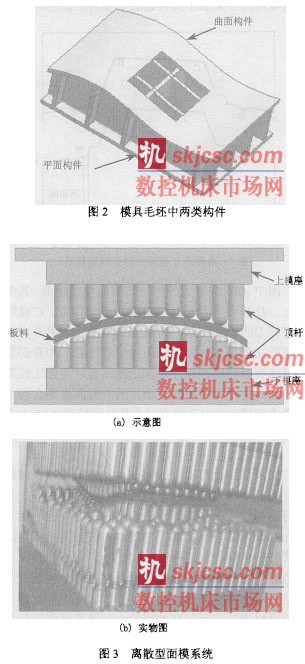
該系統包括如圖3所示的上、下模總成,其中上、下模又分別由模座和頂桿組成。頂桿一端為平頭與模座用螺栓連接,而另一端為球頭,且高度通過中間螺紋聯接可以調整。上、下模頂桿根據欲成形的曲面構件形狀調節成一定的高度分布,其球頭包絡面便形成上下離散型面模腔。將調節好的模座裝在壓力機上便可方便地成形任意復雜的曲面構件。這一過程本質上與多點無模成形是一致的,但由于其特殊用途,因此又有其獨特的性能和設計要求。首先它專為模具毛坯曲面構件的制造而設計,具有較小型面離散分辨率和特定的頂桿變化高度,且上下模離散面的對應關系非常密切,因此稱其為離散型面模成形比多點無模成形更為貼切。其次,上下模頂桿的相互對應關系對厚板成形的精度和穩定性有重要影響,對不同的曲面構件應有不同的設計。第三,為減小回彈量,這一成形過程婦采用熱成形過程,一次成形多個曲面構件。同時這種結構簡單可靠,成本遠低于通用的多點無模成形設備。
下面對上述設備成形的基本性能作一簡要分析。
1.1最大理論成形梯度
在下模座上定義如圖4所示的坐標系,這里成形梯度指成形面在成形方向即z方向的位移隨x和y坐標的變化率,即
![]()
式中u-成形面的位移,Tx,Ty-x和y方向的成形梯度

本裝置的最大成形梯度Txmax和Tymax與頂桿球頭半徑和最大調節高度有關,即Txmax=Tymax=0.5h/r式中h一-一最大調節高度 r一一-球頭半徑若型面的成形梯度大于上述值,則不能直接成形,而要分塊成形。
1.2理論成形板厚的影響因素分析
最大理論成形板厚一般不受設備幾何尺寸的限制,而是受其力學特性的限制,并與成形梯度有關。如圖5所示,成形梯度越大,對頂桿的彎曲力矩越大,為了不使彎矩過大,應盡量使板厚減小。精確的理論成形板厚計算一般要用到有限元方法。但實踐表明,對30mrn至50rDIn厚的板加熱到800℃左右后,上述裝置在,30mm的條件下,可完成梯度達2.0的成形。
1. 3 最小成形曲率半徑
假設不計成形中板厚的變化,最小成形曲率半徑對厚度小于r的板料可取頂桿球頭的半徑,如圖6所示。當板厚大于;時,曲率半徑會變大。由于受很強的局部熱變形影響,變大的具體數值一般要通過有限元法方能定量計算。

以下分別討論如何基于這一專用設備對給定的復雜模具型面進行分塊并制造出相應的分塊構件。
2 任意復雜型面的毛坯模塊化
上節提到離散型面模所能提供的成形梯度受到一定的限制。同時,一次成形的型面總尺寸和總成形深度也受設備幾何尺寸的限制。因此對于大型覆蓋件模具而言,不可能用一塊整板通過成形來制造其型腔毛坯表層結構,而只能通過合理分塊來實現離散型面模的成形。合理分塊的原則如下:a使總的分塊數量最少,分塊數量越少,表面焊縫越少,便于型面的數控加工,也便于減少毛坯變形。b使每塊的成形梯度盡可能小,并小于最大成形梯度式枷又和界栩囂。»使分塊邊界線遠離型面重要工作部分,如局部凸起部分,并使分塊邊界線盡量呈對稱分布。
基于上述原則,可提出一般情況下拉延模型面的分塊方案。無論汽車覆蓋件具體形狀多么復雜,都可以用圖7來表示其拉延成形模具的型腔構成。
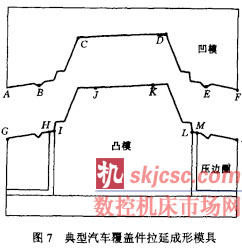
圖中ABCD表示的是凹模的型面輪廓,其中B、C、D和E表示可能的分塊邊界線位置。C點和D點都為凹模的凹部,為次要成形面,故可考慮為焊縫所在處,B點和E點為拉延筋位置,如有必要也可選為焊縫所在處。對壓邊圈而言,問題比較簡單,因為它一方面型面較小,另一方面也不含有太大的成形梯度。對凸模來說,其型面輪廓IJKL在J 處和K處分塊,一般都能滿足成形方面的綜合要求。
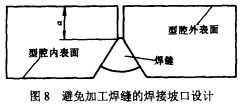
如果焊縫處為次要成形面,且焊縫設計合理的話,有可能完全避免對焊縫的數控加工和打磨,從而提高加工效率。用于型腔表層結構的鋼板一般為25mm。以上的厚板,其焊縫坡口可按如圖8所示的形式和尺寸設計, 其中a大于等于10mm, 由于型腔表層結構通常有足夠多的筋板支撐,且在焊縫處可設附加筋板,故焊縫不一定要求滿焊。如果焊縫處有明顯的材料流動,可用高性能膠合劑填平焊縫再經打磨后用拉延油潤滑。
3 型面毛坯模塊的成形過程設計
型面毛坯分塊后,就要對其成形過程進行設計,以保證成形后的毛坯模塊符合毛坯組焊的基本要求。這個設計過程要解決如下幾個方面主要問題。
3.1毛坯板厚的確定
毛坯板厚的確定主要根據毛坯模塊的局部凹凸情況確定。所謂局部凹凸這里指不能通過調節頂桿高度進行成形而獲得的凹凸形狀。由前節可知,如果型面形狀的曲率半徑小于最小成形曲率半徑,那么該部分形狀屬于局部凹凸。如果不允許毛坯模塊堆焊局部凸塊,那么毛坯的最小板厚應按下式計算
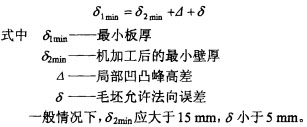
由此可知,對于帶圓弧半徑小于5mm的拉延筋的壓邊圈部分,用25mm厚的鋼板即可滿足型面加工的基本要求。
3.2上下模相對位里的確定
上、下模的相對位置主要指在垂直于沖壓方向的平面內的相對位置,如圖9所示。其中圖9a表示上、下模頂桿中心線重合的情形,而圖9b表示上、下模頂桿中心錯開半個頂桿中心距時的情形。盡管介于這兩種情形之間還可有多種其他相對位置的選擇,但其意義并不大。
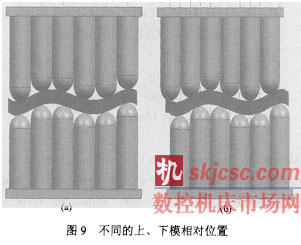
上下模相對位置的確定主要與毛坯模塊曲面的最小曲率半徑有關。如果毛坯模塊最小曲率半徑足夠大,就可直接采用第一種方案,否則就采用第二種方案。
采用第一種方案時裝模和調試較方便,而采用第二種方案時裝模和調試都相對較困難一些。斌同一毛坯模塊的成形,既可采用第一種方案,也可采用第二種方案,但對應的頂桿高度分布是不一樣的。
3.3頂桿高度的確定
上下模頂桿高度的確定是最終決定毛坯模塊的關鍵因素。對于第一種上下模相對位置的選擇方案,給定型面條件下的頂桿高度可按如下方法確定。
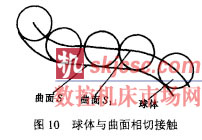
為了使球頭包絡面能精確地逼近模具型腔曲面,需要獲得oxy(離散型面模底座平面,后同)平面上均勻分布頂桿的精確高度位置(z向坐標)。如圖10所示,曲面S沿法向偏移一個球頭半徑得到曲面sl,當球頭球心位于S1上任意一點時,球體必與S相切 (S的曲率半徑應大于球頭半徑)。因此,利用s1可避開球頭與毛坯鋼板接觸點的搜索,頂桿高度計算變成計算曲面sl上在口砂,平面均布的點的z向坐標。對于求取曲面上x,y坐標確定的點的z向坐標,有解析法和數值法。解析法對于一些基本曲線、曲面,計算速度快,精度很高。在CAD軟件中,曲面造型采用的是復雜曲線、曲面表示方法,且數據結構復雜,雖然解析法可能(有時很難求得解析解)可以獲得很高的精度,但軟件開發工作量大。與解析法相比,數值解法是將曲面由大量的細小離散平面構成,然后用插值的方法求出對應x,夕坐標的點的z向坐標。它的計算精度取決于原始離散精度和插值方法,離散平面越小,計算誤差越小,但要消耗更多的計算時間。在本項目應用中,精度要求最大弦偏差小于.02rnr。,采用數值方法可以取得很好的效果。
首先在CAD軟件中完成模具設計,然后將模具型腔曲面導出轉換成標準圖形交換格式IGES,采用有限元前處理軟件如Dynaforln、Hypermesh等從曲面生成網格這里并不需要生成高質 量元(高質量是對有限元計算而言), 故網格生成工作量很小。當頂桿直徑為60mm時, 限定生成網格最小尺寸為8mm,最大尺寸20mm, 最大弦偏差0.13mm.。生成網格后,將網格法向向下偏移一個球頭半徑,即可獲得下模頂桿離散球心曲面。輸出上下模球心離散曲面節點信息,提供給離散頂桿高度計算程序。由于獲得的這些節點并不在頂桿球心處,各頂桿球心的z向高度是通過搜索最近的3個鄰近節點再插值求得,算法如下。
(l)搜索鄰近節點:給球心Ci置3個初始鄰近節點(取1,2,3號節點),并按與球心的距離(xoy平面上)排序。然后依次讀入其余待選節點,計算與球心的距離,若待選節點比最遠的鄰近節點更靠近球心,則用它取代該鄰近節點,并按距離重新排序,直至搜索完所有的待選節點,完成一個球心的3個鄰近節點搜索。
(2)插值:球心C搜索到3個鄰近節點為ni1,ni2,ni3,鄰近節點z向高度分別為zi1,zi2,zi3,與球心ci在xoy平面上的距離分別為di1,di2,di3,對插值函數給定如下約束:a當dij=0時, ci的高度zi=zij,1小于等于j小于等于3。b當dil=di2=di3時,
Zi=
對于第二種上、下模相對位置的選擇方案,頂桿高度的計算步驟與前面基本相同。區別在于計算上模頂桿高度位置時,將上模頂桿球心在口樸,平面上沿x、y軸平移半個球頭直徑距離,然后再搜索球心鄰近點,插值計算得到上模頂桿球心高度。
4 應用實例
這里討論的快速毛坯制造技術已應用到多個汽車新產品開發和改型中,圖1為某汽車公司開發的車頂外覆蓋件拉延成形模。應用上述技術可使組焊方法制造毛坯的周期比普通的鑄造毛坯制造周期縮短達50%,并且在采用一定的鑲塊工藝后,其壽命和品質可以滿足中小批量(5一10萬件)生產的需要。

5 結論
基于組焊技術的模具毛坯快速制造技術是一種值得進一步研究和開發的模具制造技術,它以平面構件和曲面構件為基礎通過一定的優化組焊工藝完成模具毛坯的快速制造,該快速制造方法可以看作一種特殊的快速原型制造技術,但成本遠比傳統的快速原型制造技術低,且可制造尺寸很大的制件。這一技術的核心之一是曲面構件的快速成形,采用討論的基于離散型面模成形技術后,可快速獲得精確的曲面構件。雖以典型拉延模為例討論了任意復雜型面的毛坯模塊化和型面毛坯模塊的成形設計,但其結論同時適合于其他類的模具的毛坯設計制造。實踐表明這一技術可使毛坯制造時間縮短50%以上,有產生重大社會效益和經濟效益的前景。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








