1 概述
對(duì)于批量生產(chǎn)的產(chǎn)品, 在進(jìn)行產(chǎn)品制造的工藝方案制定和工藝裝備設(shè)計(jì)時(shí), 不僅需要考慮所采用的加工工藝和工藝裝備能保證加工質(zhì)量, 使加工后的零件能夠達(dá)到圖樣規(guī)定的各項(xiàng)要求, 同時(shí)也需要考慮使產(chǎn)品各個(gè)制造環(huán)節(jié)達(dá)到較高的生產(chǎn)效率。在保證和提高產(chǎn)品質(zhì)量的同時(shí), 最有效地降低產(chǎn)品制造成本, 這樣才能使產(chǎn)品真正具有較強(qiáng)的市場(chǎng)競(jìng)爭(zhēng)力。
2 分析
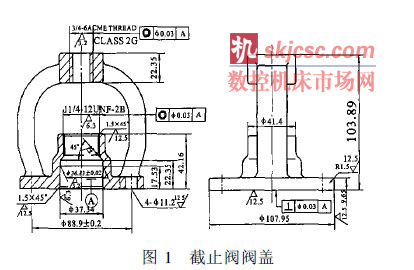
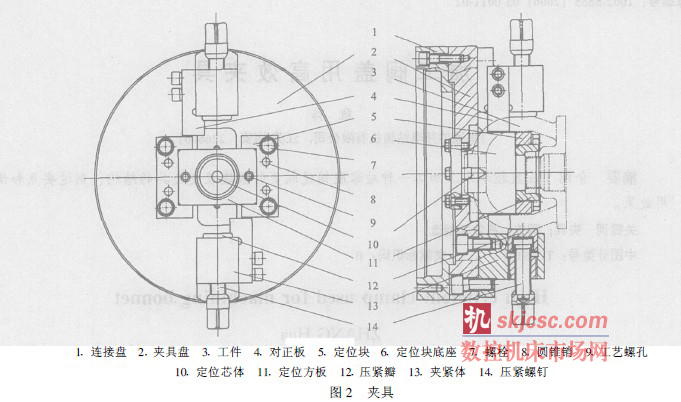
1 英寸( 2514 mm) 角式截止閥閥蓋( 圖1)材質(zhì)為蒙乃爾( Monel) 合金, 采用硅溶膠鑄造工藝, 鑄件表面質(zhì)量、尺寸精度和形位公差精度均要求較高。由于該產(chǎn)品具有一定的批量( 700 套/月) , 因此, 主要零件的大部分加工面( 包括閥蓋大面端的平面、外圓、內(nèi)孔和螺紋等) 均采用數(shù)控車床加工, 以保證加工質(zhì)量, 提高加工效率, 降低制造成本。閥蓋大面端加工時(shí), 為了達(dá)到免校正、快速裝夾的高效加工要求, 設(shè)計(jì)了如圖2 所示的夾具, 經(jīng)使用效果較好。
3 結(jié)構(gòu)
夾具通過連接盤與數(shù)控車床主軸端連接。工件裝夾時(shí), 以定位芯體和定位方板定位, 定位芯體的圓柱段與工件小頭內(nèi)孔( 鑄件上已鑄出) 配合, 定位方板的內(nèi)孔與工件5 4114 mm 外圓配合, 從而可以使工件在裝夾后其軸線即與夾具回轉(zhuǎn)中心吻合,準(zhǔn)確定位。工件的軸向位置由工件上11/ 4 -12U NF 螺紋頂端平面與定位方板孔內(nèi)平面接觸來定位。工件裝夾時(shí), 先將定位方板套上工件5 4114mm 外圓, 隨后將工件裝上夾具。當(dāng)工件小端內(nèi)孔套上定位芯體圓柱段的前段( 與工件孔之間的間隙稍大于后段的定位段) 3~ 4 mm 時(shí), 定位方板開始進(jìn)入兩定位塊上的定位卡口內(nèi)。繼續(xù)推入工件至軸向定位后, 將工件稍作逆時(shí)針方向旋轉(zhuǎn), 使工件兩筋的側(cè)面與對(duì)正板內(nèi)側(cè)平面相貼, 亦即使工件兩筋與夾緊體對(duì)正, 然后旋緊壓緊螺釘帶動(dòng)壓緊瓣夾緊工件, 便可進(jìn)行切削加工。壓緊瓣外圓與夾緊體內(nèi)孔的配合間隙為01015~ 01030 mm ( 配車) , 以保證工件夾緊穩(wěn)固。在定位芯體的圓柱段頂端以及定位方板的左側(cè)面四邊分別設(shè)計(jì)有圓錐導(dǎo)入段和30b倒角, 這樣可以使工件和定位方板能比較快捷地裝入夾具。
4 制造
夾具制造時(shí), 須保證定位芯體和定位方板的內(nèi)孔與夾具和機(jī)床回轉(zhuǎn)中心基本同心。定位方板內(nèi)孔按如下步驟進(jìn)行加工。在擰緊定位塊的固定螺栓前, 在定位方板與定位塊的配合面之間襯入一層較薄的紙以控制兩零件之間的配合間隙。然后攏緊定位塊, 擰緊螺栓, 配作圓錐銷, 以固定定位塊的位置, 接著在工藝螺孔處用螺釘將定位方板固定在夾具上。將夾具裝上車床, 車出定位方板上的定位內(nèi)孔, 從而可保證定位內(nèi)孔的同心度要求。
5 結(jié)語
該夾具使用效果良好。工件裝卸時(shí)間約為45s/ 件, 數(shù)控切削加工時(shí)間約為105 s/ 件, 整個(gè)加工過程為150 s/ 件, 具有較高的生產(chǎn)效率。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








