數控機床的發展趨勢是智能化、高速化和精密化[1 - 3]。主軸部件是數控機床最為關鍵的部件,其動、靜態性能對機床的最終加工性能有著非常重要的影響。隨著機床速度和精度的提高,對其關鍵部件的靜動態性能提出了更高的設計和加工制造要求[3 - 5]。因此,國內外研究機構和科研院所對主軸部件的動、靜態性能展開了廣泛、深入的研究。
對于加工中心,主軸部件不僅更為關鍵,而且其動態性能對切削加工產生很大影響。主軸在對切削點處刀具和工件造成的綜合位移影響中所占的比重在60% ~ 80%。因此在加工中心設計中,保證主軸部件具有較好的靜動態特性是十分重要的[6 - 9]。
以所設計的車削中心主軸為研究對象,通過APDL語言建立主軸的三維有限元參數化模型,對主軸進行靜動態分析,比較了主軸在共振和設計工況下的振型,找出該主軸的危險點并進行了相關驗算。從而在該機床的設計階段預測了該車削中心主軸的應變和應力情況,為主軸結構進一步改進提供了相關依據。
1 車削中心主軸系統結構
該車削中心由床身、主軸箱、卡盤、床鞍、尾座、縱橫滑板、電動刀架、數控系統、伺服驅動系統、電氣系統、液壓系統、冷卻系統及潤滑系統等構成。主軸的前后軸承均采用動靜壓軸承。圖1 為該主軸系統設計結構,采用外裝式電主軸。
2 有限元參數化建模
在建立有限元模型的過程中,采用彈簧- 阻尼單元模擬動靜壓軸承的彈性支承,每個支承采用4 個沿圓周方向均勻分布的彈簧- 阻尼單元來模擬[9]。分別建立了使用兩組彈簧來模擬主軸支承情況的模型,如圖2 所示。
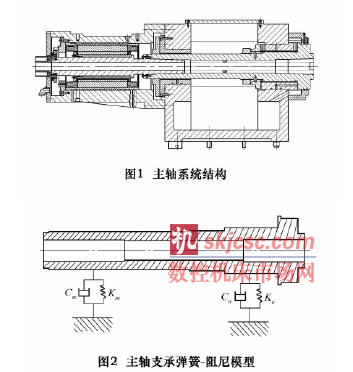
由于主軸軸承的軸向剛度很大,阻尼對橫向振動特性影響很小,所以在建立有限元模型中僅考慮徑向剛度影響,利用沿軸向均布的彈簧- 阻尼單元來模擬軸承支承。其中,前支承處彈簧剛度為0. 7 GN/m,后支承處彈簧剛度為0. 6 GN/m。
為避免在模型轉換中丟失特征,利用ANSYS 參數化建模語言APDL 直接建立主軸模型,并均勻劃分網格。主軸采用Solid45 單元,在軸瓦中點與主軸結合處的圓周截面上沿圓周均布4 個彈簧阻尼單元,單元類型選擇COMBIN14,單元長度可按照各處軸承的內外圈半徑確定。外圈節點采用關鍵點建立,內圈節點直接選擇劃分網格后主軸上相應節點,同時保證彈簧單元的劃分數目為1,外圈節點限制全部自由度,內圈節點只限制軸向自由度。如圖3 所示,三維有限元共含有24 164 個單元和27 428 個節點。

3 結果與討論
3. 1 主軸靜態分析
該機床電動機功率PE為23 kW,傳動系統效率η為0. 95,主軸轉速nc為6 000 r /min,計算直徑D
![]()
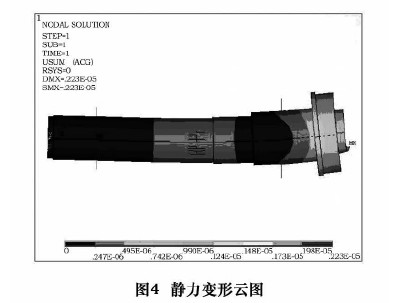
采用靜力學分析,該有限元模型結果如圖4 所示,主軸的最大位移δmax = 2. 23 μm,且發生在主軸前端。由式( 2) 得到主軸的靜剛度Kj為203. 1 N/μm。

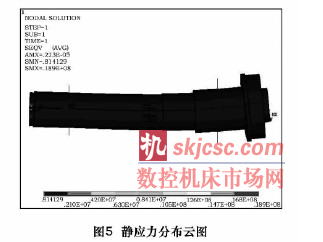
如圖5 所示,在外載荷的作用處存在應力集中,即主軸上的最高Von Mises 應力為18. 9 MPa。經查40Cr的屈服強度為785 MPa,即使考慮應力集中的情況,根據第四強度理論,主軸強度依然滿足要求。
3. 2 主軸模態分析
為保證得到準確的分析結果,將已經建立的三維有限元靜力分析模型適當修改,作為主軸模態分析的有限元模型。
設定所要提取模態的頻率范圍的最小值為0 Hz,經ANSYS軟件計算后,提取出主軸前8 階模態,得到

主軸前8 階的振動特性,各階振型和頻率如表1 所示,其中第二階主軸振型圖分別如圖6 所示。

從表1 可得,主軸的第一階扭轉振型不能用來計算主軸的臨界轉速,從二階固有頻率開始,主軸最低臨界轉速為28 915. 2 r /min,而主軸的最高設計轉速為8 000 r /min,低于主軸臨界轉速的1 /3,因此能夠有效地避開共振區域,保證機床的加工精度。
3. 3 主軸諧響應分析
在主軸諧響應分析之前,首先確定按正弦規律隨時間變化的載荷,即激振力。在車削加工中,激振力的幅值即為車削力,公式為:
![]()
在一般加工狀況,振動頻率的范圍選擇0 ~ 800Hz,由式( 1) 和式( 3) 確定諧響應分析的激振力。精確的諧響應分析需要大量的時間,所以本課題首先對整個振動頻率范圍進行分析,通過減少子步的方法來縮減分析時間,得到主軸在振動頻率范圍內的徑向響應位移曲線。但由于子步數量有限,該曲線僅給出變化趨勢和共振點的大致位置。為精確地得到主軸徑向響應位移,需對某段頻率范圍進行精確分析,增加該頻率范圍內子步數量,得到精確分析結果,進而評估主軸的響應特性。
在ANSYS 軟件的時間歷程后處理器中,首先需要定義要查看的變量,才能觀察變量對頻率的響應關系。變量的定義直接關系主軸響應分析的結果。一般情況下,主軸上的危險點都應被包含在這些變量之中。如遺漏了一些危險點,就可能造成對主軸響應特性的錯誤評價,得到的主軸動剛度也會發生偏差,致使所生產出來的機床達不到實際生產中的加工精度。
為了避免上述情況的發生,擬對該主軸的5 個危險點進行分析,即對主軸的前端、前支承位置、后支承位置、主軸中點和主軸后端的響應位移進行分析,綜合得到主軸的響應特性。
設定激振頻率的范圍為0 ~ 800 Hz,經諧響應分析后,主軸前端、前支承、后支承、主軸中點和主軸后端的徑向幅頻曲線如圖7 所示。當激振頻率為481 Hz和631 Hz 時,主軸出現明顯的響應位移,與模態分析中所得到的主軸固有頻率相吻合,說明在這兩個頻率附近產生共振。
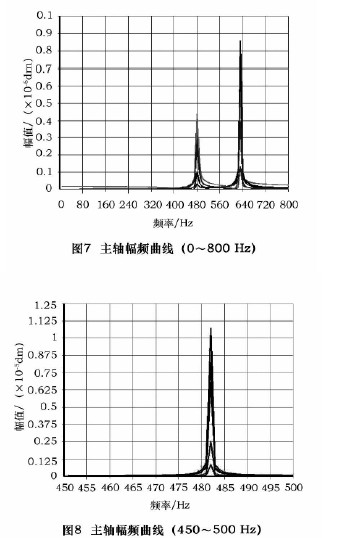
設定激振頻率的范圍為450 ~ 500 Hz,控制子步數量為50,重新進行諧響應分析,得到481 Hz 左右的幅頻曲線,如圖8 所示。主軸前端的位移響應最為突出,在481 Hz 之前位移響應突然增大,最大位移達到11 μm。主軸的動剛度明顯下降; 在481 Hz 之后位移響應又突然下降,主軸動剛度逐漸提高。在此段范圍,主軸的最小動剛度為41. 17 N/μm。
在實際生產中,主軸在設計階段盡量避開共振區域,因此對主軸在共振點處的分析并不能完全說明主軸動態特性的好壞。因課題所設計的主軸最高轉速為8 000 r /min,為得到主軸準確的響應分析結果,對轉速為8 000 r /min 時進行了諧響應分析。
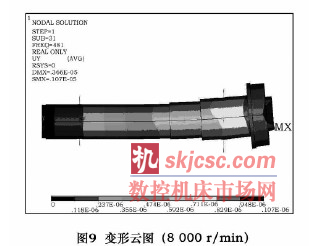
如圖9 所示,當主軸轉速為8 000 r /min 時,最大應變為2. 84 μm,此刻的主軸動剛度為159. 47 N/μm。通過對動剛度的分析,可以判斷本課題中所采用的主軸滿足設計需要,在進行實際加工過程中,可以滿足精度要求。
4 結語
針對某精密車削中心的初步結構設計模型,建立其主軸的三維有限元參數化模型。在靜力學分析、模態分析以及諧響應分析基礎上,對其靜剛度,固有頻率和動剛度進行計算分析。通過諧響應分析預測了當機床最高轉速達到8 000 r /min,其動剛度為159. 47 N/μm 滿足精度和使用要求。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








