(System,FMS) 的重要組成部分,用以將分散的、相互獨立的加工及物料裝卸、儲存等設備聯成一體,完成毛坯、工件及工裝夾具的裝卸、運輸和儲存,實現物料在加工機床之間及存儲站與機床之間的自動輸送、搬運、存放等工作。在物料流動過程中,運輸裝置不僅是一個載體,也是各單元設備間的接口,物流運輸裝置的結構形式、自動化程度和運行的可靠性,對FMS 的生產效率、可靠性、復雜程度、投資成本、經濟效益都有較大的影響[1 - 2]。
目前常見的物流運輸系統有自動導向運輸小車 ( AGV) 、有軌小車、傳送帶或者輥筒式機動滾道和搬運機器人( 機械手) 等,其主要特點及用途如表1所示[3 - 4]。
從表1 可以看出,物流運輸系統的結構形式與制造系統的物理布局,自動化程度,加工對象的大小、質量、種類、批量,加工機床性能及系統柔性度等因素直接相關,在用于零件加工制造的FMS 中,通常采用有軌小車作為物料運輸裝置。有軌小車有2 個坐標運動和3 個坐標運動兩種類型,2 個坐標運動的有軌小車承載大,小車最大承載質量能達到8 000 kg 以上,但只能完成平面布置的物料交換,3 個坐標運動的有軌小車( 堆垛機) 能完成空間布置的物料庫交換,但承載能力較小,一般小車最大承載質量小于1 500 kg。文中以沈機集團昆明機床股份有限公司研制的用于大重型箱體類零件加工的FMS 有軌小車結構設計為例,對重載物流有軌小車的結構設計進行介紹和分析,所討論的設計思路與結構對于其他有軌小車的設計具有一定的參考意義。
1 重載物流有軌小車的組成
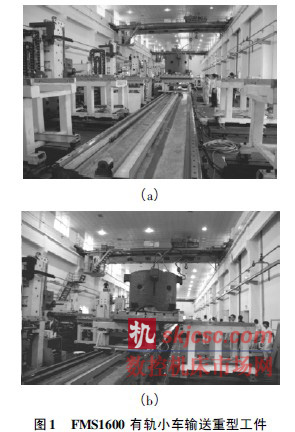
大重型箱體類零件加工FMS 的有軌小車不需要專用托盤作為載體,而是在上料站將工件、工裝及夾具等直接安裝在可移動的工作臺上,工作臺及物料一起進行搬運、交換、存儲。圖1 所示是本公司研制的FMS1600 有軌小車工作臺負重8 000 kg運行情況。
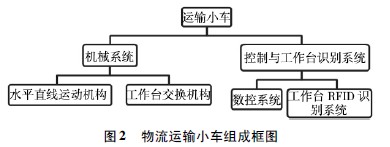
有軌小車是一個由機械系統與控制及工作臺識別系統組成的機、電一體化集成系統,其主要組成見圖2。機械系統是運輸小車的主體,是執行機構,通過控制系統與工作臺RFID 識別系統等組成的柔性制造系統的物流儲運子系統,實現小車按照FMS 主控系統運行控制指令,完成物流小車調度、移動工作臺射頻識別存儲器信息的讀寫、工件自動識別與監控、控制信息采集與監控、過程運行控制等任務。按照生產制造需求,小車沿運輸線軌道上快速直線運動及在系統各單元設備之間進行工作臺交換運動,實現物料在各加工主機、裝卸站、緩存站之間的自動搬運、存貯、交換。
小車機械系統主要包括水平直線運動及其位置檢、 測、定位機構、工作臺交換機構、工作臺定位夾緊機構等組成,如圖3 所示。
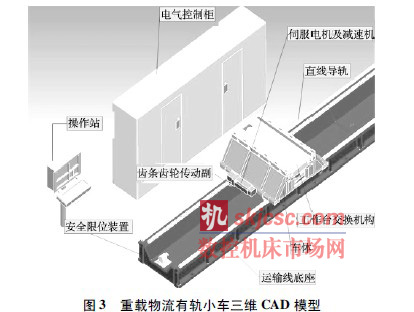
文中重點討論有軌小車的機械系統結構設計,有關控制與工作臺識別系統的內容將另文介紹。
2 重載物流有軌小車機械結構設計
2. 1 水平直線運動機構設計
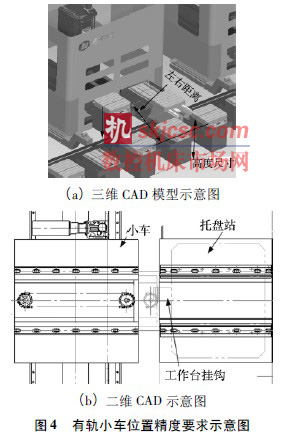
在有軌小車全行程范圍內確保小車的位置精確度,即確保如圖4 所示的左右、前后、高度方向尺寸一致性,誤差在0. 2 mm 以內,是小車實現工作臺任意工位高精度交換的技術基礎。這不僅要求小車水平直線運動全長坐標定位精度小于± 0. 1 mm,同時還要求在全行程范圍內運輸線直線度及小車與其他設備高度方向尺寸公差小于± 0. 1 mm。在進行結構設計時,必須充分考慮小車運動速度快、行程長、負載慣量大等特點,合理設計運輸線、移動導軌結構,做好傳動系統優化匹配,確保小車的功能及技術要求。
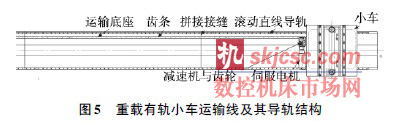
( 1) 物流運輸線及其導軌結構。
物流運輸線及其導軌是承載小車的基礎和運動的導向,其結構設計是根據小車承載質量、工件大小、運行速度、坐標及幾何精度等技術要求而進行。小規格的柔性制造系統的有軌小車具有垂直方向的運動,對導軌系統在全長范圍內的等高度要求不高,通常采用外購輕型鋼軌或專用鋁型材作為地軌,利用導向輪在軌道上導向。重載有軌小車的運輸線結構要求既便于高度及直線度的調整,又要保證較高的剛性,如圖5 所示,重載運輸小車的運輸線由多段鑄鐵件底座拼接而成,合理分配多點支承,同時采用滾動直線導軌作小車運動導軌,滿足了小車任意工位高精度交換對運動坐標精度及幾何精度的技術要求。
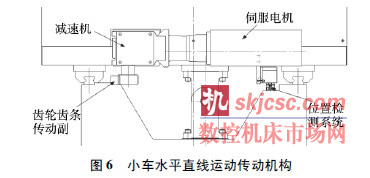
( 2) 運動驅動機構。
小車水平直線運動采用伺服電機通過減速箱驅動齒輪齒條運動,從而帶動小車在物流線軌道上作正反快速直線運動。設計時以運動速度、加速度、負載等參數作為初始條件,對齒輪齒條模數與齒數、伺服電機驅動轉矩、負載慣量等進行校核計算及優化匹配,同時,為確保小車能夠準確、快捷地將工作臺送至系統指定的工位,還必須設計合理的位置檢測系統,在運輸線各交換工位處安裝位置檢測開關,保證物料輸送位置精確度。傳動機構見圖6。
2. 2 工作臺交換機構設計
( 1) 方案設計。
實現工作臺交換的傳動方式有多種,如齒輪齒條傳動、絲杠傳動、液壓油缸驅動、鏈條傳動等,其中鏈條傳動由于結構簡單,并具有自動加減速功能而被廣泛應用,在小規格的柔性制造系統中,由于工作臺自身質量和承載質量都較輕,工件外形尺寸小,運輸線與其他設備( 緩存站、主機托盤站等) 之間的距離短,通常直接采用鏈條傳動帶動工作臺運動實現交換。
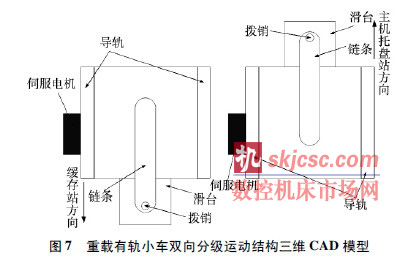
在大重型柔性制造系統中,由于工作臺自身質量和承載質量都較重,工件外形尺寸大,運輸線與其他設備( 緩存站、主機托盤站等) 之間的距離長,僅僅采用鏈條傳動一種機構無法實現工作臺平穩、精確的交換。沈機集團昆明機床股份有限公司研制的重載運輸小車采用雙層結構,工作臺交換的運動采用分級運動,克服了大質量工件在長距離交換過程中,由于工作臺懸伸長而出現重心偏移,導致工件交換無法實現的技術難題。兩級運動分別是: 第1 級為滑臺帶動工作臺移動,有效地縮短小車與托盤站或緩存站之間的距離,減少工作臺懸空長度,避免因此出現重心偏移; 第2 級為通過鏈條上的撥銷帶動工作臺獨立運動,通過對鏈條傳動的變頻調速,避免大慣量沖擊,兩級運動通過控制系統PLC 程序控制,可同時進行,也可相繼進行,系統進行實時檢測和監控。同時,由于FMS 的主機托盤站、存儲站、裝卸站等設備單元分列于小車運輸線的兩側,因此小車兩級傳動都必須能實現雙向運動,如圖7所示。
( 2) 有限元分析。
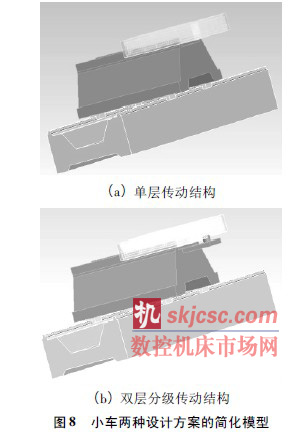
利用Pro /E 建立小車兩種設計方案的實體模型,并對實體模型進行簡化,以便于進行網格劃分建立有限元模型。簡化的原則為: 在不影響分析精度的前提下,去除尺寸較小的細小結構( 如半徑小于20 mm 的圓角、螺栓孔) 、尺寸較小的臺階和凹槽,簡化模型如圖8 所示。
針對兩種模型方案結構進行靜力分析計算,得到剛度分析結果如圖9 所示,剛度計算結果如表2 所示。
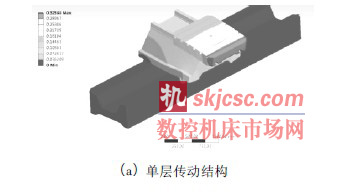
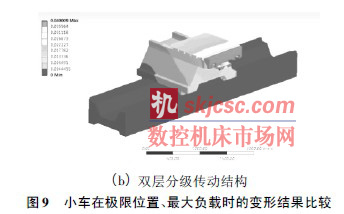

從表2 可以看出,雙層結構在工作臺交換進時增加了輔助支撐,可以極大地提高小車交換系統的剛度,其總變形量比原來減少90. 62%,但小車結構較為復雜,并且車體總質量會有所增加,制造成本會適當增加。
3 結語
FMS 的物料運輸方式有很多種,每種方式都各有優勢,它們除了一些共性外,更具有互補性。從技術、制造成本、使用環境等的實用性角度,有軌小車更適合零件加工制造的柔性制造系統。
文中所介紹的重載物流有軌小車,其運輸線底座由多件鑄鐵床身連接而成,導軌采用直線滾動導軌,這種設計結構既保證了支撐剛度,又保證了小車運動的幾何精度和坐標定位精度; 同時根據重型、大尺寸工件交換的技術需求,采用雙層分級、雙向運動的工作臺交換結構方案,并利用Pro /E 三維數字化研發平臺進行小車三維實體建模和有限元仿真計算,確保了結構的可行性,為重載物流有軌小車的成功研制奠定了基礎。此種結構已經在兩條大重型柔性制造系統FMS1000及FMS1600 中成功應用,實現了FMS1000 小車最大承載質量為3 000 kg,快速移動速度為80 m/min, FMS1600 小車最大承載質量為8 000 kg,快速移動速度為60 m/min 的技術要求。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com








