連桿是一種典型的桿類(lèi)零件, 一般由專(zhuān)業(yè)制造廠或?qū)S蒙a(chǎn)線按照嚴(yán)格的工藝文件, 經(jīng)過(guò)三、四十道工序加工完成。如用人工進(jìn)行工藝過(guò)程及文件設(shè)計(jì),則勞動(dòng)強(qiáng)度大, 設(shè)計(jì)周期長(zhǎng), 質(zhì)量不容易保證。但采用計(jì)算機(jī)輔助工藝設(shè)計(jì)( CAPP) 就能克服上述缺陷。由于相同結(jié)構(gòu)連桿大小頭孔及中心距的不同, 其加工工藝要求主要表現(xiàn)在尺寸和公差的變化上, 這樣就為實(shí)現(xiàn)CAPP 提供了較好的工藝條件, 另外, 隨AutoCAD 12.0 以上版本中的ADS 和Auto CAD SQL 及其擴(kuò)充ASE 等開(kāi)發(fā)接口的出現(xiàn), 就更為優(yōu)質(zhì)快捷實(shí)現(xiàn)CAPP 提供了良好的技術(shù)條件。
1.1系統(tǒng)的原理及構(gòu)成
1.1 工作原理
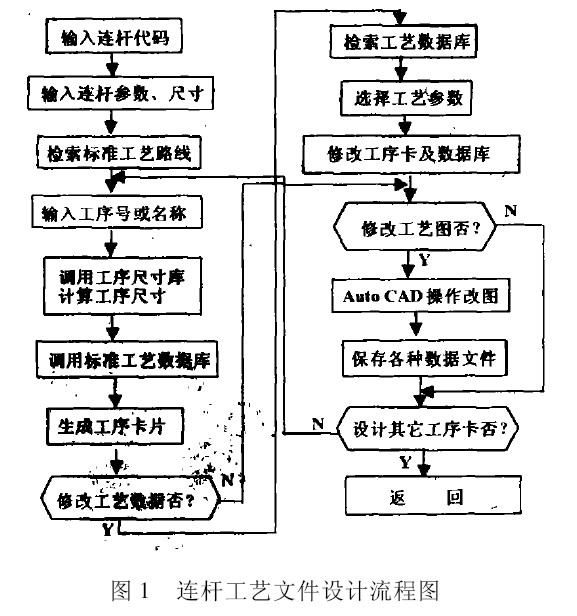
系統(tǒng)完全模擬工程技術(shù)人員人工設(shè)計(jì)連桿工藝過(guò)程的方法, 在對(duì)某一道工序的工序卡進(jìn)行自動(dòng)或交互設(shè)計(jì)的過(guò)程中, 完成與之有關(guān)的所有工藝文件的設(shè)計(jì)。其流程如圖1 所示。
1.2 總體結(jié)構(gòu)
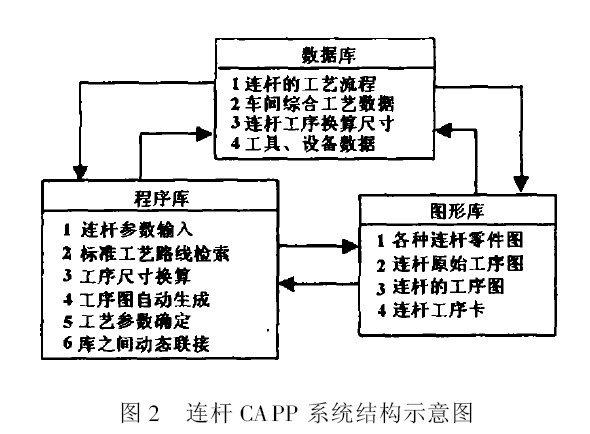
該系統(tǒng)由數(shù)據(jù)庫(kù)、程序庫(kù)及圖形庫(kù)組成, 各庫(kù)之間的數(shù)據(jù)可以動(dòng)態(tài)連接, 如圖2 所示。
2 連桿工藝數(shù)據(jù)的處理
2.1 標(biāo)準(zhǔn)工藝規(guī)程的確定
連桿的加工工藝具有很強(qiáng)的規(guī)律性, 如把具體相同結(jié)構(gòu)的連桿按型號(hào)歸為一族, 則他們的加工工藝路線相同, 只是工藝數(shù)據(jù)和工序尺寸不同。因此當(dāng)用戶輸入曲軸的型號(hào)后, 系統(tǒng)即可根據(jù)這一參數(shù)在數(shù)據(jù)庫(kù)中調(diào)用相應(yīng)的工藝路線、工具和設(shè)備三個(gè)數(shù)據(jù)庫(kù), 并從圖形庫(kù)中調(diào)用相應(yīng)的原始工序圖卡。系統(tǒng)中還建立了一個(gè)全面記錄車(chē)間工藝數(shù)據(jù)的綜合工藝數(shù)據(jù)庫(kù), 以方便用戶在工序卡設(shè)計(jì)中瀏覽, 同時(shí)進(jìn)行增補(bǔ)和修改。
2.2 工序尺寸的確定
參照連桿的幻燈片, 在對(duì)話框中依次輸入尺寸和公差, 即可系統(tǒng)地得到最終的零件尺寸。根據(jù)反向編程原理, 通過(guò)調(diào)用工序尺寸數(shù)據(jù)庫(kù)中相應(yīng)的余量和公差, 計(jì)算出各個(gè)工序的加工尺寸和公差, 并標(biāo)注在工序圖的相應(yīng)位置上。工序換算尺寸庫(kù)中的數(shù)據(jù)可根據(jù)連桿的類(lèi)型和大小, 由現(xiàn)場(chǎng)工藝師確定, 同時(shí)通過(guò)數(shù)據(jù)庫(kù)管理子系統(tǒng)還可以方便地修改或增加數(shù)據(jù)。
3 工藝數(shù)據(jù)的動(dòng)態(tài)連接
3.1 標(biāo)準(zhǔn)工序卡的建立
在Auto CAD 中按照連桿的形狀建立標(biāo)準(zhǔn)的工序卡圖形庫(kù), 每一類(lèi)型的標(biāo)準(zhǔn)工序?yàn)橐粋€(gè)圖文件, 每一道工序的卡片占用一個(gè)以工序號(hào)為序號(hào)的圖層, 工序圖未標(biāo)注尺寸。工藝數(shù)據(jù)通過(guò)ASE 為外部數(shù)據(jù)庫(kù)動(dòng)態(tài)連接后填寫(xiě)在工序卡上, 首先初始化ASE, 分別指定對(duì)應(yīng)的標(biāo)準(zhǔn)工具、設(shè)備數(shù)據(jù)庫(kù), 按照工序號(hào)搜索工具, 量具和設(shè)備的數(shù)據(jù), 在卡片的相應(yīng)位置以橫格線為實(shí)體連接這一外部數(shù)據(jù), 并由數(shù)據(jù)加載命令寫(xiě)出。以這種方法寫(xiě)出所有圖層的工藝數(shù)據(jù), 存盤(pán)退出時(shí)以圖的形式保存工序卡和與外部數(shù)據(jù)庫(kù)的動(dòng)態(tài)連接。
3.2 工序卡的修改
在連桿的工藝規(guī)程設(shè)計(jì)過(guò)程中, 很可能要進(jìn)行一些修改。對(duì)工藝數(shù)據(jù)修改可以通過(guò)ASE 命令, 用鼠標(biāo)拾取要修改的數(shù)據(jù), 打開(kāi)外部數(shù)據(jù)庫(kù), 修改后再對(duì)數(shù)據(jù)進(jìn)行重載, 這樣數(shù)據(jù)庫(kù)和工序卡就得到同樣的修正。如果要選用標(biāo)準(zhǔn)庫(kù)中沒(méi)有的數(shù)據(jù), 可以通過(guò)菜單或命令進(jìn)入數(shù)據(jù)瀏覽模塊, 在車(chē)間的綜合工藝數(shù)據(jù)庫(kù)中搜索合適的工具和設(shè)備, 通過(guò)對(duì)標(biāo)準(zhǔn)工具、設(shè)備數(shù)據(jù)庫(kù)的增刪, 數(shù)據(jù)加載, 完成工藝數(shù)據(jù)的改動(dòng)。工序圖的修改可以直接利用Auto CAD 的操作命令, 而工序尺寸和公差的修改也可以通過(guò)改變工序連接尺寸庫(kù)的數(shù)據(jù)后重新運(yùn)行程序獲得。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








