基于剛體動力學(xué)的五軸數(shù)控機(jī)床模擬系統(tǒng)研究
2016-8-1 來源:天津職業(yè)技術(shù)師范大學(xué) 作者:岳剛
把操作者手工編寫或通過軟件自動編寫的工件加工程序,翻譯成運(yùn)動控制卡可以識別的刀具路徑軌跡,是數(shù)控系統(tǒng)的主要工作之一。這個識別過程實(shí)際上是將工件加工程序中工件坐標(biāo)系中的刀具路徑軌跡經(jīng)過一定的計(jì)算[20],轉(zhuǎn)變成為機(jī)床坐標(biāo)系中的刀具路徑軌跡。所以必須正確的對刀具路徑軌跡進(jìn)行運(yùn)動求解計(jì)算才能實(shí)現(xiàn)該過程。五軸數(shù)控機(jī)床通過在三個線性軸運(yùn)動的基礎(chǔ)之上增加了兩個回轉(zhuǎn)軸的運(yùn)動[21],其運(yùn)動的復(fù)雜性也相應(yīng)的增加,對于編程人員和機(jī)床操作人員來講,增加了一定的難度。對五軸數(shù)控機(jī)床進(jìn)行正確的運(yùn)動求解,有利于深入掌握它的運(yùn)動規(guī)律,最大程度地發(fā)揮其在加工中高效、高精等優(yōu)勢。
從數(shù)學(xué)的角度講,物體運(yùn)動求解的本質(zhì)就是三維圖形的線性變換,其中包括基礎(chǔ)線性變換,諸如平移變換、旋轉(zhuǎn)變換等。當(dāng)前國內(nèi)外相關(guān)行業(yè)的研發(fā)人員已開始對適合五軸數(shù)控機(jī)床進(jìn)行分析的通用算法的探究,不過目前針對五軸數(shù)控機(jī)床的運(yùn)動分析大多是在假定機(jī)床所有移動軸一一正交等限制條件下進(jìn)行的[22],并且也沒有考慮機(jī)床本身的制造精度。所以,綜合考慮多因子的五軸數(shù)控機(jī)床運(yùn)動分析理論的探究是今后五軸數(shù)控機(jī)床運(yùn)動學(xué)探究最主要的領(lǐng)域之一。
本章在描述了運(yùn)動分析時所必須借助的基礎(chǔ)線性代數(shù)原理,分別例舉了采用三種非常普遍的構(gòu)成形式的五軸數(shù)控機(jī)床在一定的限制條件下的運(yùn)動分析算法。因?yàn)闄C(jī)床的制造精度與安裝精度有一定限制,故對于五軸數(shù)控機(jī)床進(jìn)行運(yùn)動分析還需要結(jié)合機(jī)床自身具有的許多誤差,來修正這些誤差對工件切削精度的影響。
3.1 運(yùn)動分析
在三維空間中,任何物體的運(yùn)動方式都可以概括為幾何體的平移、旋轉(zhuǎn)等許多基礎(chǔ)的線性變換[23]。從線性代數(shù)的角度講,這些變換全部可以看做幾何體的幾何變換,因此又把幾何體的線性變換稱為幾何變換,上述的變換能夠通過線性代數(shù)中的矩陣乘法來完成。

3.1.1 平移變換
幾何體在三維空間從一個坐標(biāo)點(diǎn)沿著任意直線運(yùn)動到另一個坐標(biāo)點(diǎn)的過程叫做平移變換[23],在整個變換中不會使幾何體的外形和尺寸發(fā)生變化。對應(yīng)的齊次方程為:

假定空間幾何體的起始位置為(x,y,z),在整個運(yùn)動過程中,幾何體沿著 X、Y、Z 三個方向各運(yùn)動了 u、v、w 個單位長度,運(yùn)動結(jié)束后,新的位置為(X、Y、Z),那么該幾何體的位置變換對應(yīng)的方程為:

3.1.2 旋轉(zhuǎn)變換
所謂旋轉(zhuǎn)變換,就是讓某個物體繞著 X、Y、Z 三個軸中的一個軸旋轉(zhuǎn)一個角度。此時,可以利用右手螺旋法則來判斷轉(zhuǎn)角的正負(fù)[24][36]。(1)圍繞 X 軸轉(zhuǎn)動,X 方向坐標(biāo)不發(fā)生變化,只有 Y、Z 兩個方向坐標(biāo)發(fā)生變化。對應(yīng)的方程為:
(2)圍繞 Y 軸轉(zhuǎn)動,Y 方向坐標(biāo)不發(fā)生變化,只有 Z、X 兩個方向坐標(biāo)發(fā)生變化。對應(yīng)的方程為:
(3)圍繞 Z 軸轉(zhuǎn)動,Z 方向坐標(biāo)不發(fā)生變化,只有 X、Y 兩個方向坐標(biāo)發(fā)生變化。對應(yīng)的方程為:
3.1.2.1 圍繞過(0,0)點(diǎn)的任意直線的旋轉(zhuǎn)變換
直線 OD 是給定三維坐標(biāo)系中過(0,0)點(diǎn)的任意直線,點(diǎn) F 是坐標(biāo)系中任一不在直線OD 上的點(diǎn),若點(diǎn) F 圍繞直線 OD 轉(zhuǎn)動后與 G 點(diǎn)重合,那么相應(yīng)旋轉(zhuǎn)變換的計(jì)算方法為[25]:
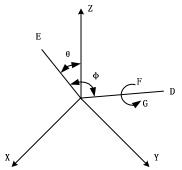
圖3-1 繞過坐標(biāo)原點(diǎn)直線的旋轉(zhuǎn)
(1)令直線 OD圍繞 X 軸轉(zhuǎn)動轉(zhuǎn)角后與面 XOZ 重合,新的直線成為 OE。這個變換能夠用式 3-3 來完成。
(2)令直線 OE 圍繞 Y 軸轉(zhuǎn)動轉(zhuǎn)角 θ 后與 z軸重合,這個變換能夠用式 3-4 來完成。
(3)使用式 3-5 令點(diǎn) P 圍繞 Z 軸轉(zhuǎn)動轉(zhuǎn)角 α。
(4)運(yùn)算和(2)中互逆,也就是令直線 OE 圍繞 Y 軸旋轉(zhuǎn)轉(zhuǎn)角-θ,即使用式 3-4 的互逆矩陣來完成。
(5)運(yùn)算和(1)中互逆,即使用式 3-3 的互逆矩陣來完成。最后能夠獲得圍繞過(0,0)點(diǎn)的任意直線 OD 的旋轉(zhuǎn)矩陣1 1R x y z y xT T T T T T= 。
3.1.2.2 圍繞過其他已知點(diǎn)的任一直線的旋轉(zhuǎn)變換
L 是三維空間中過點(diǎn)的任一直線,它的方向向量是,那么空間幾何體圍繞直線 L 轉(zhuǎn)動轉(zhuǎn)角的相應(yīng)轉(zhuǎn)換能夠分為如下三步:
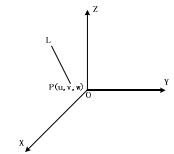
圖 3-2 繞過任意點(diǎn) P 直線的旋轉(zhuǎn)變換
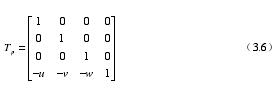
(1)通過空間幾何體與直線 L 共同進(jìn)行平移令點(diǎn) P 移動到(0,0)點(diǎn)位置,轉(zhuǎn)換矩陣pT為:
(2)在前一個步驟完成之后,令空間幾何體圍繞 L 轉(zhuǎn)動轉(zhuǎn)角α ,對應(yīng)轉(zhuǎn)換矩陣是RT 。
(3)令空間幾何體與 L 共同進(jìn)行平移變換回到最初坐標(biāo),對應(yīng)轉(zhuǎn)換矩陣是1PT:

最后,能夠獲得總的轉(zhuǎn)換矩陣:
3.2 常見五軸數(shù)控機(jī)床的構(gòu)造模式
從三維幾何的角度講,每一個物體都擁有六個獨(dú)立的自由度[27]。舉個例子,對于一個工件來說,工件的位置是固定的,所以,對于工件來說,主軸就具備了六個獨(dú)立的自由度。在加工過程中,主軸上的刀具對工件進(jìn)行切削,這時刀具軸線也就是主軸軸線和工件之間的距離受到刀具半徑的限制,因而實(shí)際上只有五個自由度可用,理論上講實(shí)現(xiàn)五軸聯(lián)動就可以完成所有空間復(fù)雜曲面的加工[28]。
五軸數(shù)控機(jī)床通常指擁有五個以上可聯(lián)動軸的數(shù)控機(jī)床[29],依據(jù)不同的自由度組合方式也就是固定或變相固定哪一個的自由度,理論上能夠形成成四種不同的組合,依次為:X、Y、Z 三個軸方向上的自由度和繞任意兩個軸回轉(zhuǎn)的自由度組合、任意兩個直線方向自由度和三個回轉(zhuǎn)自由度組合、一個直線方向自由度和四個回轉(zhuǎn)自由度組合、五個回轉(zhuǎn)自由度。但在實(shí)際使用過程中,需要考慮機(jī)床的綜合性能,特別是加工精度、系統(tǒng)壽命等關(guān)鍵要素,所以,當(dāng)前市場上常見的五軸數(shù)控機(jī)床都普遍采用第一種方式的自由度組合[30]。依據(jù)不同的回轉(zhuǎn)自由度,還能夠?qū)ξ遢S聯(lián)動數(shù)控機(jī)床進(jìn)行細(xì)分,可以分為三種,分別是:雙旋轉(zhuǎn)主軸頭式、雙回轉(zhuǎn)工作臺式、一回轉(zhuǎn)工作臺加一旋轉(zhuǎn)主軸頭式[31]。
(1)雙旋轉(zhuǎn)主軸頭式
雙旋轉(zhuǎn)主軸頭式的五軸聯(lián)動數(shù)控機(jī)床示意圖如圖 3-1 所示。從圖中能夠發(fā)現(xiàn),機(jī)床的兩個回轉(zhuǎn)自由度全部布置在主軸上,使得刀具能夠前后左右進(jìn)行擺動,這樣理論上可以使刀具繞中心點(diǎn)轉(zhuǎn)動到任意位姿[32],對于此類機(jī)床,其工作臺無需進(jìn)行轉(zhuǎn)動,因此工作臺的大小不受約束,允許設(shè)計(jì)者設(shè)計(jì)大型機(jī)床。這樣的布置形式的特點(diǎn)在于機(jī)床整體承載性能大大增強(qiáng)[33],同時加工空間也基本不受限制,其加工對象為大型工件,所以大型龍門式五軸聯(lián)動數(shù)控機(jī)床普遍的采用這種結(jié)構(gòu)。此類機(jī)床兩個旋轉(zhuǎn)軸全部集中到了刀具的上部,回轉(zhuǎn)軸部分結(jié)構(gòu)緊湊,加工過程靈活;同時缺點(diǎn)也很明顯,因?yàn)橹鬏S頭集成的擺動機(jī)構(gòu)與傳動機(jī)構(gòu)過于復(fù)雜,使得整個機(jī)床的剛度被大大降低。
(2)一回轉(zhuǎn)工作臺加一旋轉(zhuǎn)主軸頭式
這種類型的機(jī)床通過在機(jī)床的主軸頭上面加一個回轉(zhuǎn)自由度,另外一個回轉(zhuǎn)自由度加在工作臺上,主要通過加載在主軸和工作臺上的兩個方向的回轉(zhuǎn)自由度,這樣布置的好處就是兩個回轉(zhuǎn)軸的軸線方向都是固定不變的[33],其示意圖如圖3-2 所示。這種結(jié)構(gòu)的五軸機(jī)床,因?yàn)閮蓚€方向的回轉(zhuǎn)運(yùn)動并未集中在一起,所以采用這類布置方式的五軸數(shù)控機(jī)床優(yōu)點(diǎn)是結(jié)構(gòu)簡單、整體剛性好,缺點(diǎn)是靈活性不好。由于只有一個回轉(zhuǎn)自由度在工作臺上,導(dǎo)致整個機(jī)床的承載性能差,并且只能承擔(dān)的尺寸相對較小的加工任務(wù),通常用來進(jìn)行中等尺寸工件的切削。
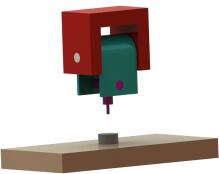
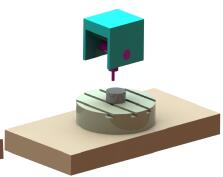
圖3 -1雙旋轉(zhuǎn)主軸頭結(jié)構(gòu)五軸機(jī)床 圖3 - 2一擺動頭和一回轉(zhuǎn)臺結(jié)構(gòu)五軸機(jī)床
(3)雙回轉(zhuǎn)工作臺式
這種類型的五軸聯(lián)動數(shù)控機(jī)床(圖3-3)是由工作臺承擔(dān)兩個回轉(zhuǎn)自由度的,因?yàn)橹鬏S和工作臺的運(yùn)動是相對的,所以不論旋轉(zhuǎn)自由度布置在主軸上還是布置在工作臺上,都能達(dá)到同樣的加工效果從傳動鏈的先后順序能夠知道,采用這種布置方式的機(jī)床的兩個旋轉(zhuǎn)軸有一個是定軸另一個是動軸。定軸就是指遠(yuǎn)離工件的只具備一個旋轉(zhuǎn)自由度的軸[34],這個軸圍繞的軸線方向在加工過程中是不會改變的;動軸是指跟著加工工件一同擺動的旋轉(zhuǎn)軸,其所圍繞的旋轉(zhuǎn)軸線方向跟著一個定軸的運(yùn)動而旋轉(zhuǎn)。采用這種布置方式的機(jī)床承載性能最差,加工尺寸范圍最小,整個系統(tǒng)剛性處于中等水平,通常用于中小尺寸工件的切削加工[35]。
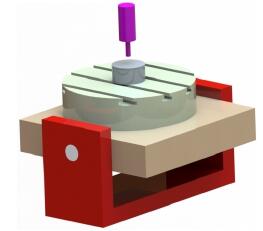
圖3-3雙回轉(zhuǎn)工作臺結(jié)構(gòu)五軸機(jī)床
綜上所述,無論五軸機(jī)床采用哪種布置方式,都同樣可以做到刀具對工件的任意角度切削。因?yàn)闄C(jī)床擁有兩個旋轉(zhuǎn)自由度,刀具可以在機(jī)床結(jié)構(gòu)的限制下的任意空間角度對工件進(jìn)行切削。在相應(yīng)運(yùn)動控制算法的支持下,能夠確保在整個切削過程中,刀具按照最佳的位姿來加工,而且可以防止機(jī)床發(fā)生運(yùn)動干涉[36]。所以,五軸聯(lián)動數(shù)控機(jī)床具備三軸、四軸機(jī)床所不具備的的優(yōu)越的性能,能完成分任務(wù)更多,同時精度會更高[37]。
重點(diǎn)研發(fā)五軸數(shù)控機(jī)床模擬訓(xùn)練機(jī)的意義在于:學(xué)習(xí)數(shù)控系統(tǒng)最好的方式是在實(shí)際機(jī)床上進(jìn)行練習(xí),但是這樣需要大量的五軸數(shù)控機(jī)床,這對于學(xué)校來說是不現(xiàn)實(shí)的[38]。五軸數(shù)控機(jī)床模擬訓(xùn)練機(jī)是國內(nèi)首創(chuàng)能夠解決數(shù)控系統(tǒng)教學(xué)問題、數(shù)控編程人員學(xué)習(xí)問題的一個關(guān)鍵產(chǎn)品。
3.3 五軸數(shù)控機(jī)床的運(yùn)動求解
3.3.1 雙轉(zhuǎn)臺型五軸數(shù)控機(jī)床的運(yùn)動求解
雙回轉(zhuǎn)臺型五軸數(shù)控機(jī)床按照旋轉(zhuǎn)軸的不同,能夠具體分為 AB、BC、AC 三種[39]。因?yàn)檫@三種不同選擇方式的運(yùn)動變換計(jì)算過程沒有太大差別,所以在這里只探討了最常見的 AC 型組合方式的運(yùn)動變換計(jì)算過程[40]。
傳統(tǒng)三軸數(shù)控機(jī)床只具備 X、Y、Z 三個直線方向的自由度[41],所以沒有必要進(jìn)行其他的分析、數(shù)學(xué)建模、運(yùn)算,只需要將程序中的有關(guān)路徑控制方面的 G 代碼翻譯成 XY、Z 三個軸方向上的運(yùn)動量,然后再進(jìn)行聯(lián)合插補(bǔ)運(yùn)動,最終就能夠驅(qū)動三個運(yùn)動軸切削工件。五軸數(shù)控機(jī)床除了擁有 X、Y、Z 三個軸之外還有另外兩個回轉(zhuǎn)軸[42],使得刀具可以相對于工件做直線移動和回轉(zhuǎn)運(yùn)動,所以在刀路運(yùn)動計(jì)算上,需要六個數(shù)據(jù)來表達(dá)某一瞬時的刀尖點(diǎn)位置及刀具軸線位姿:(X, y , z )表示加工刀尖點(diǎn)的位置,( i , j , k )表示加工刀具軸線的位姿[43]。
在五軸機(jī)床中,刀具在對工件進(jìn)行切削之前,需要嚴(yán)格采用五軸機(jī)床上的結(jié)構(gòu)形式對其整個運(yùn)動、切削過程進(jìn)行運(yùn)動學(xué)分析,找出工件坐標(biāo)系與機(jī)床坐標(biāo)系的聯(lián)系,推算出其中的轉(zhuǎn)換矩陣,充分利用這個轉(zhuǎn)換矩陣[44],能夠精確的轉(zhuǎn)換某一瞬時的刀尖點(diǎn)位置及刀具軸線位姿為 X、Y、Z 三個軸的移動和 A 、C 兩個旋轉(zhuǎn)軸的轉(zhuǎn)動,這一點(diǎn)是保證數(shù)控程序能夠正確被編譯的基礎(chǔ)。本節(jié)會針對此推導(dǎo)過程做詳細(xì)討論[45]。
如圖 3-4 所示,記工件原點(diǎn)坐標(biāo)系為m m m0X Y Z ,機(jī)床原點(diǎn)坐標(biāo)系為t t tO X Y Z ,以 A、C兩軸中心線交點(diǎn)作為機(jī)床坐標(biāo)原點(diǎn)[46]。工件原點(diǎn)坐標(biāo)系m m mO X Y Z 和機(jī)床原點(diǎn)坐標(biāo)系t t tO X Y Z 共享同一個 Z 軸方向,m t0 O =d 。工作臺的回轉(zhuǎn)能夠帶動毛坯進(jìn)行位姿變換,其中 A、C 兩軸的轉(zhuǎn)動范圍分別為 0°≤A≤90°、0°≤C≤3600°。
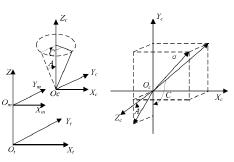

圖 3-4 坐標(biāo)系 圖3 - 5雙轉(zhuǎn)臺型五軸數(shù)控機(jī)床坐標(biāo)系
為了方便以后的計(jì)算,需要定義一下計(jì)算過程中用到的坐標(biāo)系:令零件坐標(biāo)系為w w w wO X Y Z ,零件能夠在兩個回轉(zhuǎn)軸的運(yùn)動中完成圍繞 X 軸轉(zhuǎn)動轉(zhuǎn)角 A( 0° ≤A ≤90° ),圍繞 Z 軸轉(zhuǎn)動轉(zhuǎn)角 C;機(jī)床的移動坐標(biāo)系為r r r rO X Y Z 。同時,w rO O =d ,如圖 3-5 所示;當(dāng)前刀具的刀心點(diǎn)0C ,其在零件坐標(biāo)系內(nèi)的坐標(biāo)假定為(0 0 0, ,C C CX Y Z );當(dāng)前刀具的軸線假定為α (單位矢量),其在零件坐標(biāo)系內(nèi)假定為( , ,)x y zα α α[48]。
在以上設(shè)定的基礎(chǔ)上,AC 型組合方式的運(yùn)動變換計(jì)算過程具體如下:
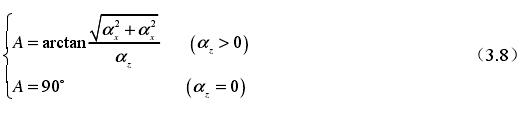
(1)首先將刀具軸線α 移動到經(jīng)過零件坐標(biāo)系的原點(diǎn),之后令它圍繞 Z 軸轉(zhuǎn)動到平面(-Y)(+Z)內(nèi),最后把刀具軸線α 圍繞 X 軸轉(zhuǎn)動到和 Z 軸重合[49]。以上工作的出發(fā)點(diǎn)是要確保當(dāng) 0zα ≥ 時,令刀具軸線 α 圍繞 X 軸轉(zhuǎn)動轉(zhuǎn)角處于 (90° 0°) 之間,也就是刀具相對于零件圍繞 X 軸轉(zhuǎn)動轉(zhuǎn)角處于(0° 90°) 之間。
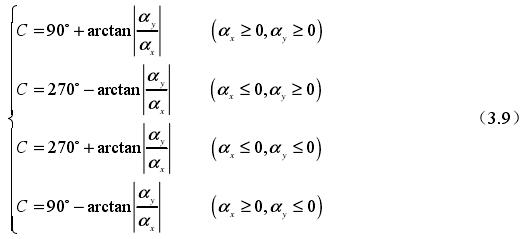
(2)將刀具軸線α 的轉(zhuǎn)動轉(zhuǎn)化成刀具的旋轉(zhuǎn)或移動:首先讓刀具圍繞 X 軸轉(zhuǎn)動某個角度 A,再將刀具圍繞五軸機(jī)床德爾 Z 軸轉(zhuǎn)動一定角度 C。所以能夠獲得 A 角的運(yùn)算過程如下:

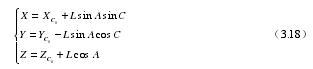
(3)零件坐標(biāo)改變后,刀具的中心點(diǎn)0C 坐標(biāo)值也會發(fā)生變化,則機(jī)床坐標(biāo)系內(nèi)的坐標(biāo)值 X、Y、Z 的運(yùn)算方法為:
1)對零件工件坐標(biāo)系w w w wO X Y Z 進(jìn)行移動,使得兩個坐標(biāo)系的rO 和wO 重合,相應(yīng)的轉(zhuǎn)換矩陣是:

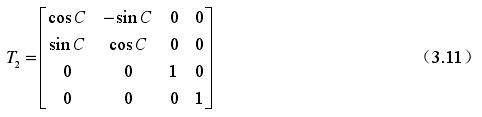
2)使零件圍繞五軸數(shù)控機(jī)床的 Z 軸轉(zhuǎn)動角度 C,對應(yīng)的轉(zhuǎn)換矩陣是:
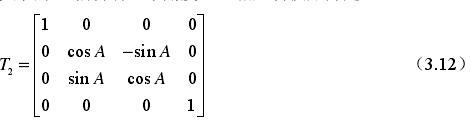
3)使零件圍繞五軸數(shù)控機(jī)床的 X 軸轉(zhuǎn)動一個角度 A,相應(yīng)轉(zhuǎn)換矩陣是:
則有:
將上式展開可得:

3.3.2 雙擺頭型五軸數(shù)控機(jī)床的運(yùn)動求解
雙擺頭型五軸數(shù)控機(jī)床根據(jù)不同的旋轉(zhuǎn)軸,可以細(xì)分為三種方式[50]。因?yàn)檫@三種不同選擇方式的運(yùn)動變換計(jì)算過程沒有太大差別,所以在這里只探討了最常見的 X,Y,Z,A,C 組合方式的運(yùn)動變換計(jì)算過程[51]。
首先,初定零件坐標(biāo)系為w w w wO X Y Z ,假定讓刀具繞 Z 軸旋轉(zhuǎn)一定角度 C,再讓刀具圍繞 X 軸旋轉(zhuǎn)一定角度 A(0 ≤A ≤90);假定刀具的轉(zhuǎn)動中心0hC 至刀心點(diǎn)0C 的空間上的直線距離是 L,如圖 3-6 所示。此時,刀心點(diǎn)0C 處在零件坐標(biāo)系內(nèi)的位置為0 0 0(, , )C C CX Y Z ,同時,刀具軸線α (單位矢量)在零件坐標(biāo)系內(nèi)可用( , , )x y zα α α 來表示。那么,機(jī)床坐標(biāo)系內(nèi)移動變換可以表示為:
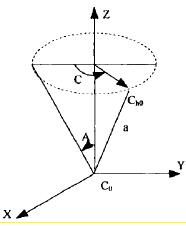
圖 3-6 雙擺頭型五軸數(shù)控機(jī)床坐標(biāo)系
A、C 角的計(jì)算過程和前一節(jié)里的計(jì)算過程并無差別,在這里就省略了。
刀具中心0hC 在刀具旋轉(zhuǎn)和移動后位于零件坐標(biāo)系w w w wO X Y Z 內(nèi)的坐標(biāo),就是機(jī)床坐標(biāo)系下 X,Y,Z 坐標(biāo)值,其計(jì)算過程為:
(1)如圖所示,刀具中心以刀心點(diǎn)0hC 為固定點(diǎn)轉(zhuǎn)動轉(zhuǎn)角0C ,圍繞 X 軸轉(zhuǎn)動轉(zhuǎn)角 A,它的轉(zhuǎn)換矩陣是:
(2)刀具中心以刀心點(diǎn)0hC 為固定點(diǎn)轉(zhuǎn)動轉(zhuǎn)角0C ,圍繞 Y 軸旋轉(zhuǎn)轉(zhuǎn)角 C,它的轉(zhuǎn)換矩陣是:
(3)經(jīng)過以上轉(zhuǎn)換之后,刀具中心位于零件坐標(biāo)內(nèi)的位置能夠通過下面的方程來計(jì)算:
將上式展開得:
3.3.3 非正交五軸數(shù)控機(jī)床的運(yùn)動求解
這種運(yùn)動方式的求解與以上兩類運(yùn)動變換相似,計(jì)算過程并沒有很大的差別,非正交結(jié)構(gòu)五軸數(shù)控機(jī)床的運(yùn)動可以具體劃分為幾下三步進(jìn)行變換計(jì)算[52]:
(1)計(jì)算從零件坐標(biāo)系轉(zhuǎn)換至機(jī)床坐標(biāo)系的位置轉(zhuǎn)換矩陣。
(2)計(jì)算相對于起始點(diǎn)的兩個轉(zhuǎn)動軸的轉(zhuǎn)角。
(3)把零件坐標(biāo)系內(nèi)具體的刀位點(diǎn)位置變換成實(shí)際機(jī)床坐標(biāo)系中的坐標(biāo)值[53]。因?yàn)楸疚木唧w討論的是雙轉(zhuǎn)臺正交構(gòu)造的五軸數(shù)控機(jī)床,并且非正交構(gòu)造五軸數(shù)控機(jī)床的移動變換計(jì)算過程相對繁瑣,所以本文不討論。
3.4 本章小結(jié)
伴隨著電子計(jì)算機(jī)科技、數(shù)字控制算法的飛速進(jìn)步,切削加工工件復(fù)雜程度的增加等,五軸數(shù)控機(jī)床在構(gòu)造構(gòu)成以及數(shù)字控制算法上均表現(xiàn)出多樣化的發(fā)展態(tài)勢[54]。本章首先闡述了平移、旋轉(zhuǎn)等對機(jī)床進(jìn)行運(yùn)動求解時必需的一些基本數(shù)學(xué)理論。接著從結(jié)構(gòu)形加工性能等角度,對雙轉(zhuǎn)臺型、雙擺頭型、擺頭轉(zhuǎn)臺型以及非正交型五軸數(shù)控機(jī)床進(jìn)行了詳細(xì)的介紹,并詳細(xì)了研究了上述幾種常見類型機(jī)床的運(yùn)動求解算法[55]。本章在描述了運(yùn)動分析時所必須借助的基礎(chǔ)線性代數(shù)原理,分別例舉了采用三種非常普遍的構(gòu)成形式的五軸數(shù)控機(jī)床在一定的限制條件下的運(yùn)動分析算法[56]。同時,為下一章的進(jìn)一步研究做了鋪墊,為模擬機(jī)訓(xùn)練系統(tǒng)操作模塊研究奠定了基礎(chǔ)。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多本專題新聞
名企推薦







專題點(diǎn)擊前十
| 更多

