



摘要:以日本進口的HN系列臥式加工中心為研究對象,提出了解決該加工中心主軸箱自重影響Y 軸平衡問題的改進方案,通過改進液壓平衡系統,提高了臥式加工中心的加工精度和運動平穩性。
關鍵詞:加工中心;主軸箱;油缸平衡;蓄能器平衡
臥式加工中心是用于加工箱體類零件的一種通用性很強的切削加工機床,可對箱體類零件進行平面銑削、曲面銑削、鉆孔、擴孔、攻絲、絞孔和鏜削加工,還可以測量零件的形狀和位置公差。使用臥式加工中心能夠大大提高加工效率。
我國20 世紀從日本新潟鐵工進口了許多HN 系列臥式加工中心[1],這些加工中心因長期使用加工精度有所降低,已不能滿足企業生產要求。考慮到成本問題,企業大多選擇對該系列臥式加工中心進行維修和技術改造。
1、 HN 系列臥式加工中心結構
HN 系列臥式加工中心是Z 軸立柱進給結構,如圖1 所示[2]。床身采用橫縱分體結構,呈T 字形布置,為多點支撐;立柱安裝在縱床身上,可作前后移動(Z 軸);主軸箱安裝在立柱上,可作上下移動(Y 軸);工作臺安裝在橫床身上,可作左右移動(X 軸)。

圖1 HN 系列臥式加工中心結構
HN 系列臥式加工中心主軸箱安裝在Y 軸立柱上,主軸箱自身質量較大,為保證加工中心具有穩定的加工狀態和快速響應速度,需加裝平衡裝置,以消除自重對移動精度和控制的影響,防止Y 軸漂移,減輕伺服驅動電機的負載。
2、 HN 系列臥式加工中心Y 軸液壓平衡系統設計
考慮到臥式加工中心的加工及結構特點,為減少系統慣性,采用了帶有蓄能器的液壓平衡系統來平衡主軸及主軸箱的質量,以提高機床精度和運動平穩性。
液壓平衡系統主要采用在Y 軸增加平衡油缸的方式來消除主軸箱自重對其移動精度和控制的影響[3-5]。圖2 所示為增加平衡油缸后的液壓系統,在該系統中采用了皮囊式蓄能器,其外部是焊接或鍛造而成的壓力容器,內部由油液和作為氣密隔離件的皮囊構成。氣體和液體被皮囊隔開,皮囊里充入氮氣作為可壓縮工作介質;皮囊周圍油液與液壓回路連通,當主軸箱向下移動時,液壓平衡油缸工作容積變小,多余油液被擠入皮囊式蓄能器,進而壓縮皮囊內部氣體體積,儲存液體壓力能,此時液壓系統壓力表所示的油液壓力值隨主軸箱逐漸向下移動而升高;主軸箱向上移動,液壓平衡油缸工作容積變大,油缸內所需油量增加,之前被壓入蓄能器的油液會因皮囊產生的彈力將油液壓回液壓系統,此時液壓系統壓力表所示油液壓力值隨主軸箱逐漸向上移動而降低。
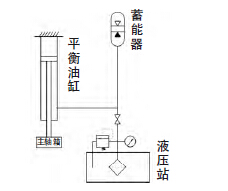
圖2 Y 軸液壓平衡系統
3、 HN 系列臥式加工中心Y 軸液壓平衡系統主要部件參數計算
根據液壓平衡系統設計方案,選擇單油缸布置蓄能器。HN 系列臥式加工中心Y 軸總行程為1 040 mm,工作行程為870 mm,主軸箱質量為650 kg,主軸箱最大移動速度為20 000 mm/min。
3.1 油缸參數計算
根據油缸參數設計公式計算油缸直徑D,取λ=0.3、p=1.6 MPa:

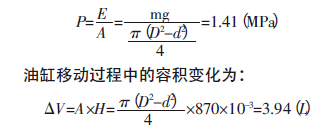
根據油缸內徑尺寸系列和活塞桿直徑尺寸系列[6],選擇油缸內徑D=80 mm,活塞桿直徑d=25 mm,總行程1 040 mm,工作行程870 mm。油缸所需的平衡壓力為:
3.2 蓄能器參數計算
根據蓄能器平衡進行計算,為滿足行程要求,蓄能器預充壓力為 ]:
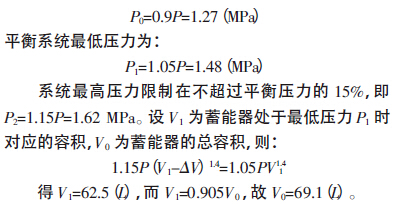
根據蓄能器產品系列表,選擇容積大于70L 的蓄能器即可。
4 、小結
新潟HN 系列臥式加工中心主軸箱安裝在Y 軸上,因主軸箱自身質量較大,影響Y 軸移動響應速度,為其增加液壓平衡裝置后可有效地改善電機響應特性,提高加工精度,減少滾珠絲桿的空載轉矩及絲桿磨損,保證絲桿精度,實現高速、高精度加工,減少機床的沖擊與振動,提高機床精度和運動平穩性。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

