")



摘要:本文主要闡述針對FANUC 18M系統(tǒng)參數(shù)數(shù)據(jù)恢復(fù)以及相應(yīng)數(shù)控設(shè)備調(diào)試步驟。對重要的各個(gè)系統(tǒng)參數(shù)類型做了比較詳細(xì)的解釋,以及在調(diào)試過程中遇見的部分常見問題做了闡述。能更快的對數(shù)控設(shè)備初學(xué)者及相關(guān)系統(tǒng)實(shí)際操作經(jīng)驗(yàn)不足的技術(shù)人員掌握該項(xiàng)技術(shù)有比較大的意義。
【關(guān)鍵詞】FANUC 數(shù)控 參數(shù) 調(diào)試 數(shù)據(jù)恢復(fù)
隨著數(shù)控技術(shù)日新月異的迅猛發(fā)展,F(xiàn)ANUC 系統(tǒng)已經(jīng)更新了多代, 從最初的FANUC 15M 到現(xiàn)在比較先進(jìn)的FANUC Oi-T系列。部分工程師學(xué)習(xí)掌握了最新系統(tǒng)的操作調(diào)試方法,在碰見比較老的FANUC 系統(tǒng)時(shí)會(huì)因資料不全、與現(xiàn)有系統(tǒng)差距較大而感到難以應(yīng)對。而現(xiàn)在國內(nèi)大部分中小企業(yè)所擁有的數(shù)控設(shè)備,其系統(tǒng)都是比較老的系統(tǒng),如:FANUC 15M (16M 和18M 等)。
1 、設(shè)備調(diào)試過程中出現(xiàn)的問題
我公司加工車間于2003 年購置臺灣喬福機(jī)械工業(yè)股份有限公司JET-40H 型立式加工中心,配置亙隆國際精機(jī)股份有限公司CNCT-40JF 工作臺,加工中心使用FANUC 18M 控制系統(tǒng),為5 軸(X、Y、Z、A、C 軸) 立式加工控制中心,連接PC 端口為RS232 端口。由于公司人員變動(dòng),交接不全,造成該臺加工中心調(diào)試完成后的數(shù)據(jù)備份丟失。而此次因?yàn)椴僮魅藛T誤操作的原因,致使加工中心所有程序以及參數(shù)全部丟失。而能找的到數(shù)據(jù)備份為設(shè)備出廠時(shí)候的備份,雖然大部分參數(shù)可以使用,但對于正常加工,有個(gè)別參數(shù)還是得進(jìn)行調(diào)整。
2 、調(diào)試步驟
CNC 數(shù)據(jù)存儲卡中存儲著以下數(shù)據(jù):CNC 參數(shù)、PMC 參數(shù)、螺距誤差補(bǔ)償值、定制宏的變量值、刀具補(bǔ)償值、部件程序( 加工程序、定制宏程序)。其中CNC 參數(shù)、PMC參數(shù)為加工中心的核心參數(shù),是加工中心能進(jìn)行加工動(dòng)作,各軸間行動(dòng)不會(huì)出現(xiàn)干涉的保證。事先需要在控制裝置正常運(yùn)轉(zhuǎn)時(shí)將這些數(shù)據(jù)輸出到I/O 設(shè)備。輸入?yún)?shù)軟件使用PCIN 軟件4.2 版本,設(shè)置為COM1 口,波特率使用4800,數(shù)據(jù)位為7,停止位為2。
2.1 CNC參數(shù)輸入
CNC 參數(shù)作為數(shù)控系統(tǒng)中比較重要的參數(shù)之一,一般情況下會(huì)選擇在最開始階段傳輸該參數(shù)。其輸入狀態(tài)為選擇緊急停止?fàn)顟B(tài),確認(rèn)輸入數(shù)據(jù)所需的參數(shù)沒有錯(cuò)誤,具體步驟如下:
首先按數(shù)次OFFSETSETTING 鍵,再按下軟鍵〔SETING〕( 設(shè)定),出現(xiàn)設(shè)定屏幕。確認(rèn)“PARAMETER WRITE( 參數(shù)寫入)=1”。然后按下SYSTEM 鍵,選擇參數(shù)屏幕。使用
串口R232 傳輸數(shù)據(jù),所有參數(shù)均為系統(tǒng)默認(rèn)參數(shù),但注意0103 參數(shù),為傳輸波特率設(shè)定參數(shù)。數(shù)值對應(yīng)波特率如表1。
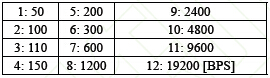
選擇好波特率后,按下繼續(xù)菜單鍵,一般情況下默認(rèn)傳輸波特率為9600, 參數(shù)0103 值輸入為11。最后按下〔READ〕軟鍵,再按下〔EXEC〕鍵,開始輸入?yún)?shù)。等參數(shù)的輸入結(jié)束后,一度切斷電源,然后再通電。
2.2 PMC參數(shù)輸入
數(shù)控系統(tǒng)中,PMC 參數(shù)即PLC 梯形圖,具備數(shù)控系統(tǒng)中邏輯控制、時(shí)間控制及計(jì)數(shù)控制等多項(xiàng)控制功能的參數(shù)。其輸入狀態(tài)為選擇緊急停止?fàn)顟B(tài),具體步驟如下:
首先, 關(guān)閉(KEY4=1) 程序保護(hù)鍵,按下功能鍵OFFSETSETTING , 再按下〔SETING〕軟鍵, 出現(xiàn)設(shè)定屏幕。確認(rèn)“PARAMETER WRITE=1”。
然后,按下功能鍵SYSTEM ,再按下〔PMC〕軟鍵。按下〔PMCPRM〕軟鍵,再按下〔KEEPRL〕軟鍵。將光標(biāo)對準(zhǔn)在“K900/K17”上,將第一位設(shè)為“1”。輸入0 000001 0INPUT 。至此,選定數(shù)據(jù)輸入/輸出的屏幕。
最后,按下返回菜單鍵,再按下繼續(xù)菜單鍵。按下軟鍵〔I/O〕,進(jìn)行有關(guān)輸入/輸出的參數(shù)設(shè)定。在“CHANNEL”條目處,鍵入1 INPUT ,選擇輸入/輸出設(shè)備的通道1。 在“DEVICE”處,按下〔FDCAS〕,選擇軟盤。在“FUNCTION”處,輸出數(shù)據(jù),按下〔READ〕軟鍵。按下軟鍵〔EXEC〕,開始輸入PMC 參數(shù)。
2.3 螺距補(bǔ)償值輸入
每臺加工中心都為多軸控制,進(jìn)行加工,因?yàn)檩S的移動(dòng)精度都是靠絲杠的加工精度控制,而絲杠的加工由于加工工藝以及加工技術(shù)的因素,不可能做到每根絲杠的螺距完全一樣,那么就只能由數(shù)控系統(tǒng)進(jìn)行精度控制,從而有的螺距補(bǔ)償值,每臺加工中心的螺距補(bǔ)償值一般都不一樣,該值一般都由設(shè)備廠家在設(shè)備出廠的時(shí)候已經(jīng)調(diào)試好。為保證加工中心的精度,故加工中心的螺距補(bǔ)償值也是加工中心的一個(gè)比較重要的參數(shù)。
螺距補(bǔ)償值輸入的步驟如下:首先,松開緊急停止按鈕,在選擇EDIT模式下。與上條目相同地確認(rèn)設(shè)定屏幕的“PARAMETER WRITE=1”。按下功能鍵PROG ,再按下軟鍵〔PRGRM〕( 程序),出現(xiàn)程序內(nèi)容顯示屏幕。再按下軟鍵〔(OPRT)〕、〔F SRH〕),按下3 、〔EXEC〕,選擇螺距誤差補(bǔ)償值的文件。
然后,按數(shù)次功能鍵SYSTEM ,再按下軟鍵〔PARAM〕、〔PITCH〕,出現(xiàn)螺距誤差值的設(shè)定屏幕。按下軟鍵〔(OPRT)〕,再按下鍵。按下〔READ〕軟鍵,再按下〔EXEC〕鍵,開始輸入螺距誤差補(bǔ)償值。
等讀取結(jié)束后, 按功能鍵OFFSETSETTING 2 次, 出現(xiàn)設(shè)定屏幕, 將“PARAMETERWRITE”重新設(shè)為“0”。
2.4 宏程序輸入
加工中心使用宏程序?yàn)槎ㄖ坪瓿绦颍以诩庸ぶ幸话悴桓膭?dòng),在設(shè)備投入使用前調(diào)試人員將宏程序設(shè)為No.9000 到No.9999,這段程序系統(tǒng)中設(shè)置了保護(hù)命令參數(shù),且初始是處于保護(hù)狀態(tài),直接傳輸這些宏程序會(huì)出現(xiàn)系統(tǒng)報(bào)警提示。修改參數(shù)NO3202#4 就可以隱藏你的9000~~9999 程序。
加工中心回復(fù)參數(shù)后PASSWD 值為0,那么只需要修改NO3202#4 的值,就可以傳輸No.9000 到No.9999 的程序段了。具體輸入步驟如下:
在確認(rèn)已經(jīng)選擇EDIT 方式的情況下,關(guān)閉(KEY2=1) 程序保護(hù)鍵, 按下功能鍵PROG,再按下軟鍵〔PRGRM〕,出現(xiàn)程序內(nèi)容顯示屏幕。然后,按下軟鍵〔(OPRT)〕鍵,輸入O (O) 程序編號( 比如9000),按下〔READ〕軟鍵,再按下〔EXEC〕鍵,開始輸入定制宏變量值。程序編號指定尚未使用的編號。
輸入完成后, 選擇機(jī)床操作面板的MEMORY 方式,按下循環(huán)開始按鈕。當(dāng)執(zhí)行程序時(shí),宏變量值即被設(shè)定。按下功能鍵OFFSETSETTING 和繼續(xù)菜單鍵,再按下軟鍵〔MACRO〕,出現(xiàn)定制宏變量的顯示屏幕。按下9000 軟鍵〔NO SRH〕,顯示出變量編號9000 號,確認(rèn)定制宏變量值已經(jīng)正確設(shè)定。
2.5 加工中心設(shè)備調(diào)試、校準(zhǔn)
在加工中心參數(shù)和宏程序都輸入系統(tǒng)后,輸入MDI 指定后,加工中心能正常運(yùn)作。但是還需要調(diào)整加工中心各軸的原點(diǎn),以及加工原點(diǎn)。該臺設(shè)備的宏程序工件是依據(jù)加工坐標(biāo)系原點(diǎn)為依據(jù),所以必須校準(zhǔn)工件加工坐標(biāo)系原點(diǎn)。具體調(diào)試步驟如下:
(1)調(diào)整加工中心機(jī)械原點(diǎn)位置。在手動(dòng)模式下,將加工工作臺X、Y 軸以及Z 軸移動(dòng)到合適的位置,修改參數(shù)1815#5#4 值,將X、Y、Z 軸值修改為1。斷電重啟系統(tǒng),則加工中心原點(diǎn)設(shè)置完畢。
(2)調(diào)整加工中心反向間隙。將千分表底座固定在不和軸一起移動(dòng)的位置,將表頭架在工作臺基準(zhǔn)位置,在手輪模式下,用倍率×10 慢慢向一個(gè)方向搖動(dòng)手輪,記下手輪旋轉(zhuǎn)的數(shù)值,以及確定工作臺向一個(gè)方向移動(dòng)。再向相反的方向搖動(dòng)手輪,記下工作臺反向第一次移動(dòng)時(shí),手輪旋轉(zhuǎn)過的數(shù)值。然后將該數(shù)值×10 輸入到1851 參數(shù)相應(yīng)的軸參數(shù)中。
(3)調(diào)整加工中心加工坐標(biāo)系原點(diǎn)。該臺加工中心在當(dāng)初設(shè)計(jì)時(shí),宏程序的編寫都是依據(jù)加工坐標(biāo)系為基礎(chǔ)編寫的,則加工加工坐標(biāo)系原點(diǎn)(也就是相對原點(diǎn))數(shù)值也是一個(gè)比較重要的參數(shù)。
完成以上調(diào)試以及調(diào)整后,加工中心基本上具備了工件加工的功能。在加工中心加工工件的過程中,可能會(huì)出現(xiàn)在加工工件圓弧時(shí),圓弧中心會(huì)出現(xiàn)臺階或者出現(xiàn)一圈凹槽。出現(xiàn)這種情況是因?yàn)樵诩庸A弧時(shí),移動(dòng)的X 軸在變向時(shí),系統(tǒng)軸補(bǔ)償值(反向間隙補(bǔ)償值)不正確,需要重新調(diào)整加工中心或者設(shè)備軸的反向間隙值。
3 、結(jié)束語
數(shù)控系統(tǒng)的數(shù)據(jù)備份、傳輸是作為一個(gè)電氣維修人員必備的技能,隨著數(shù)控技術(shù)的發(fā)展,其操作也變得越來越方便,快捷。熟悉,并時(shí)刻做好接受先進(jìn)信息技術(shù)的準(zhǔn)備,是現(xiàn)在電氣工程師需要的能力以及生存的能力。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別