



BW MCX900 臥式加工中心 B 軸夾緊故障的檢修
2024-3-25 來源:- 作者:-
摘要:本文介紹了 BW 臥式加工中心一例 B 軸夾緊故障的檢修步驟和檢修注意事項。
關鍵詞:臥式加工中心,工作臺,夾緊
0 引言
一臺德國 BW 立臥轉換臥式加工中心(MCX 900 HV)在工作中出現 B 軸夾緊故障, 具體故障如下:B 軸旋轉后Z 軸直線軸不能進給加工, 同時機床運行指示燈亮紅燈,有報警(701202),報警號顯示“轉臺夾緊裝置夾緊 B 的運行時間 778M34.1 必須發出信號”。
該機床控制系統是西門子 840 D,查電路圖可知,778M34.1 指 的 是 轉 臺 夾 緊 電 磁 閥 輸 出 、PLC 地 址 為A34.1,778B34.1 是轉臺夾緊壓力傳感器輸入,PLC 地址是E34.1。A34.1 和 E34.1 兩個信號在同一個 As-i 總線 I/O 模塊上,模塊名稱是 778A2/5。
1、故障點排查步驟
(1)確定轉臺(B 軸)778A2/5 模塊、778M34.1 夾緊電磁閥和 778B34.1 壓力傳感器在機床中的位置——加工室工作臺下方護罩內、主軸頭右側,如圖 1 所示。
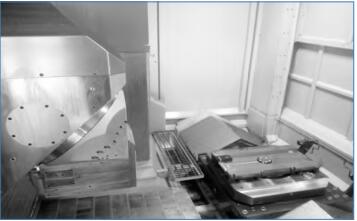
圖 1 工作臺
(2)比較 PLC 輸出 A34.1 和輸入 E34.1 與 778A2/5 模塊相應接口的狀態后發現,PLC 已經輸出 A34.1=1 的信號,但 I/O 模塊上 A34.1 亮燈卻沒有 DC 24 V 電壓輸出,所以 778M34.1 電磁閥不能吸合, 轉臺 (B 軸) 不能夾緊,778B34.1 壓力傳感器就不會閉合,I/O 模塊上的 E34.1 沒有接通信號,PLC 的 E34.1=0,系統發出 NC 報警并且禁止進給軸移動,確定故障點是 778A2/5 模塊損壞。
2 、故障排查要點
(1)778A2/5 模塊信息和注意事項:它是 As-i 總線(本機床在用的還有 Profibus 總線)的 I/O 接口分配器,在西門子 840DSL 數控系統中由 STEP7 組態后有固定的地址,更換模塊硬件要寫入原地址碼以便系統識別。
(2)778A2/5 模塊寫碼的幾種途徑:可以在機床的 As?i 總線控制器上寫碼,也可以用 IFM(易福門)公司的專用編址器或用電腦軟件寫地址。 在 STEP7 中能了解到該模塊的組態詳情 。組態位置在NCU 720.3 PN 的 PCI 插槽——DP Profibus 主站下的 3 號站——B+W 2215 總線控制器下的從站。
(3)對調故障模塊 778A2/5 與正常模塊 778A2/4 的位置, 利用正常模塊的空余端子接口替代故障模塊的壞端子,實現交換使用,但要完成寫碼才能使兩個模塊都能工作,如圖 2 所示。
(4)在機床的 As-i 總線控制器 上寫入 778A2/5 和778A2/4 的新地址。
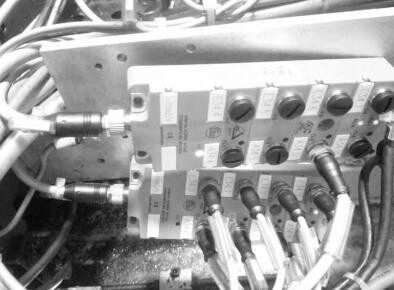
圖 2 從站模塊
步驟: 按 Mode 鍵——DIANS——ASI CONFIG——按 OK 鍵進入,用上、下箭頭鍵選中 SLAVE ADE TOOL項, 把兩個模塊的原地址記下來再對換寫入對方的地址。如果只更換一只新模塊, 新模塊的地址是 0, 接好線后As-i 控制器會自動識別地址, 只需在 SLAVE ADE TOOL里確認即可。
3、機床恢復正常及檢驗
以上措施實施后,斷電重啟,機床的報警將消失。轉臺(B 軸) 有旋轉動作后, 都能可靠夾緊。 復查方法是:778M34.1 電磁閥插頭亮燈有吸合動作;778B34.1 壓力傳感器 OUT1 輸出燈亮, 顯示壓力 6.5 bar 左右;PLC 狀態的信號表 E34.1=1、A34.1 每 10 S 會正常置 1 次。 通過 MDI方式,以 G91G00B0、B90、B270 指令驗證轉臺自動工作時動作正常,說明該故障已經排除,機床可以投入正常運行。
4、結語
上文對在歐美等進口加工中心維修實踐中,通過 Asi總線控制的遠程 I/O 模塊故障引起的壓力檢測報警等,進行分析和排除方法的總結,初步摸索 Profibus 通訊以外的數控機床 NC 系統、PMC 邏輯和 I/O 輸入輸出接點之間通訊的另一種 Asi 總線通訊新技術新應用的維修,通過硬件更換和軟件設定,快速解決此類總線模塊原因造成的故障停機。 這種方法也可用在 Asi 總線通訊的加工中心的自動交換機械手、自動交換工作臺、刀庫傳送器升降翻轉、主軸松緊刀等行程到位檢測故障報警的調查分析和解決。
來源:第一拖拉機股份有限公司,作者:常喜萍,薛一剛,童立信,劉安寧
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

